
Factories control consistency through a rigorous engineering process involving single-source raw material locking, automated binder dosing, uniform vulcanization pressure, and strict batch management. This prevents color shading, thickness variations, and density discrepancies that plague large-scale installations.
Introduction: The "Patchwork" Nightmare
Based on my experience in the industry, there is nothing worse for a buyer than unrolling 10,000 square feet of rubber flooring only to realize the rolls from last week do not match the rolls from today. We call this the "Patchwork Nightmare." It creates a checkerboard effect where shading differences, thickness gaps, or density variations make a brand-new gym look cheap and unprofessional. Inconsistency is not just an aesthetic issue; thickness variations lead to tripping hazards, and density flaws cause premature wear and tear.
Consistency does not happen by magic or luck. It is the result of a rigorous engineering process. As a manufacturer, I treat every bulk order as a science project. We have to control variables—from the specific chemical makeup of the recycled tires to the ambient temperature of the curing molds. If a factory relies on manual labor and "eye-balling" measurements, you will get variances. If they rely on automated dosing and strict batch management, you get a monolithic, professional floor. This article breaks down exactly how we achieve that uniformity so you can vet your suppliers with confidence.

Phase 1: Input Control (The "Chef’s Ingredients")
Consistency starts with sourcing. We enforce a "single-source policy" for tire granules to maintain a uniform black base and rigorously sift mesh sizes to ensure identical surface texture and density across every roll.
Many buyers assume that "black rubber" is just black rubber. However, in the world of recycled SBR (Styrene-Butadiene Rubber), this is false. SBR comes from recycled tires, and different tire brands use different grades of Carbon Black. If a factory buys granules from five different recycling plants to save money, one batch might be "jet black" while the next is "charcoal grey." When you lay them side-by-side, the difference is glaring. To fix this, I adhere to a single-source policy. We buy from one trusted granulator to ensure the base color remains stable.
Furthermore, the size of the granule matters. We put our rubber through mesh filters. If we are making a smooth surface roll, we need fine granules. If the mesh sizes are inconsistent—mixing dust with large chunks—the density of the floor changes, and the surface texture will look rough in some spots and smooth in others. Finally, we use high-quality, clear PU binders that stabilize the color—a process closely linked to how factories control odor in rubber flooring production—by preventing the chemical reactions that lead to the "ambering" (yellowing) effect common with cheap glues.
Phase 2: The Mixing Process (Precision Weighing)
To prevent crumbling and dry spots, manufacturers must move from manual "eyeballing" to computer-controlled weighing systems. This guarantees the exact rubber-to-binder ratio (e.g., 80/20) and standardizes mixing duration for total granule coating.
In small or primitive workshops, workers often mix rubber and glue by hand or use buckets to measure volume. This is dangerous for quality. If a worker is tired on a Friday afternoon, they might add too little binder. The result is a floor that looks fine initially but starts to crumble and peel apart (delaminate) under heavy foot traffic because the granules aren’t bonded correctly.
I rely on automated dosing systems. We program the computer with a specific recipe—for example, 80% rubber granules to 20% binder (depending on the product spec). The machine weighs the inputs to the gram. Beyond the ratio, the mixing duration is critical. If the mixer stops too soon, some granules remain "dry" (uncoated by glue). These dry spots create weak points in the floor. Our mixers run on timers to ensure every single granule is fully encapsulated in binder before it ever reaches the mold.
Phase 3: Production Consistency (Heat & Pressure)
Uniform curing requires precise temperature control across the entire cylinder or mold to prevent soft spots. Additionally, maintaining equal pressure from the center to the edges ensures the density remains constant throughout the entire mat.
Rubber flooring is cured through a process involving heat and pressure (vulcanization). The biggest challenge here is heat distribution. Whether we are making a large cylinder (log) of rubber to peel into rolls, or compressing individual tiles, the temperature must be exactly the same at the core as it is on the surface.
If the heat is uneven, you get differential curing. This results in "soft spots" on the floor that dent easily under heavy dumbbells, while other areas are rock hard. To control this, we use steam or electric heating elements that are calibrated daily. Similarly, if the hydraulic press applies more pressure to the center of the mold than the edges, the tiles will wear unevenly. We use high-tonnage presses with self-leveling platens to ensure that every square inch of the material receives the same compressive force.
Phase 4: Dimensional Precision (The Cut)
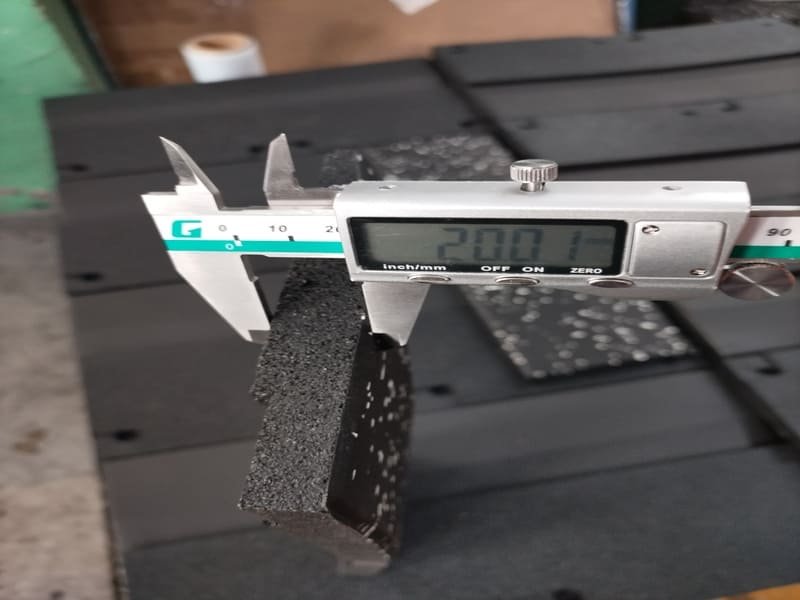
Precise thickness is achieved through advanced skiving technology that "peels" rubber cylinders like veneer with tension-controlled blades, maintaining a tolerance of ±0.2mm. For tiles, water-jet or die-cutting ensures perfect 90-degree corners for seamless locking.
For rolled rubber flooring, we make a large cylinder of rubber and then "peel" it, a process called skiving. The knife must be incredibly sharp and held under constant, computerized tension. If the blade vibrates or dulls, you get thickness variations—waves in the rubber. Even a 1mm difference creates a tripping hazard where two rolls meet. We maintain a strict tolerance, usually around ±0.2mm depending on the thickness.
For interlocking tiles, the challenge is geometry. We use water-jet cutting or precision die-cutting. The corners must be exactly 90 degrees. If they are 89 or 91 degrees, you will see gaps form as you install the floor across a large room. We constantly measure the "squareness" of the cut to ensure seams disappear visually once installed.

Phase 5: The "Batching" System (Critical for Installers)
Factories manage consistency by grouping production runs into specific batches, labeling every roll with a unique ID and Date Code. Installers must prioritize laying materials from the same batch sequence to eliminate visible seams—a critical detail that is often among what buyers often miss when ordering gym flooring in bulk until installation begins.
Despite our best efforts in engineering, slight variations can occur over long periods due to environmental factors. To solve this, we use a "Batching System." Every roll or pallet we ship is tagged with a Batch ID and a Date Code. We track which inputs went into which batch.
When fulfilling a large order—say for a 20,000 sq. ft. commercial gym—we ensure that the entire order is pulled from a sequential production run. We never mix a batch from January with a batch from March for the same room. For you (or your installer), this is actionable: always install rolls in sequential order (e.g., Roll 001, 002, 003). Do not install Roll 001 next to Roll 050. This strategy is the final safeguard against visual shading.
What Happens When Factories Skip These Controls?
It is important to understand the consequences of choosing a supplier who lacks these engineering controls. The issues below are not installation errors; they are production failures that cannot be fixed once the floor is glued down.
| Issue | Cause | The Result |
|---|---|---|
| Visible Color Bands | Inconsistent raw material sourcing (SBR carbon levels). | The floor looks "striped" or like a checkerboard. |
| Thickness Lips | Poor skiving blade tension or dull blades. | Tripping hazards at the seams; faster wear on edges. |
| Edge Crumbling | Manual dosing (low binder ratio) or short mixing time. | The floor disintegrates within 6–12 months. |
| Gapping Seams | Die-cutting without 90° precision check. | Dirt collects in gaps; tiles shift during use. |
Buyer Checklist: How to Verify Factory Consistency Claims
As a buyer, you shouldn’t just take a factory’s word for it. You need to verify their process before you wire the deposit. Here is a checklist of questions to ask your potential supplier to determine if they are running a controlled engineering process or a loose operation.
- "Do you lock raw material suppliers for the same project?" (Ask if they can guarantee granules from a single source for your bulk order).
- "Can you share your binder ratio spec sheet?" (Verify they have a standard recipe, e.g., 18-20% binder for durability).
- "What is your thickness tolerance?" (Professional factories will offer ±0.2mm to ±0.3mm).
- "How do you label and manage batch numbers?" (Ask to see a picture of their roll label).
- "Can you provide ‘Dry Lay’ photos from a recent bulk order?" (Ask them to assemble random pallets in the factory to prove color consistency).
- "What happens if different batches show shading?" (A good supplier will have a replacement policy for manufacturing defects).

Conclusion
Consistency in rubber flooring is expensive because it requires better machines, strict raw material rejection policies, and time-consuming testing. However, it is the only way to ensure your facility looks professional and safe.
If you are currently evaluating suppliers, don’t just compare prices. Ask for a recent QC report or request a "Dry Lay" video of your specific order before it ships. If you need help interpreting technical specs or want to see our tolerance data, feel free to reach out for a technical comparison.
Author Bio
I am a specialist in rubber flooring manufacturing with over a decade of experience optimizing production lines for bulk orders. My background focuses on polymer extrusion, binder chemistry, and bridging the gap between factory engineering and the practical needs of gym owners and contractors. I help clients navigate technical specifications to ensure they get durable, consistent flooring solutions.