
Fabryki kontrolują spójność poprzez rygorystyczny proces inżynieryjny obejmujący blokowanie surowców z jednego źródła, zautomatyzowane dozowanie spoiwa, jednolite ciśnienie wulkanizacji i ścisłe zarządzanie partiami. Zapobiega to cieniowaniu kolorów, zmianom grubości i rozbieżnościom gęstości, które nękają instalacje na dużą skalę.
Wprowadzenie: Koszmar "patchworku"
Opierając się na moim doświadczeniu w branży, nie ma nic gorszego dla kupującego niż rozwinięcie 10 000 stóp kwadratowych gumowej podłogi tylko po to, aby zdać sobie sprawę, że rolki z zeszłego tygodnia nie pasują do rolek z dnia dzisiejszego. Nazywamy to "patchworkowym koszmarem". Tworzy to efekt szachownicy, gdzie różnice w odcieniach, grubości lub gęstości sprawiają, że zupełnie nowa siłownia wygląda tanio i nieprofesjonalnie. Niespójność to nie tylko kwestia estetyczna; różnice w grubości prowadzą do niebezpieczeństwa potknięcia się, a wady gęstości powodują przedwczesne zużycie.
Spójność nie jest wynikiem magii czy szczęścia. Jest ona wynikiem rygorystycznego procesu inżynieryjnego. Jako producent traktuję każde zamówienie masowe jak projekt naukowy. Musimy kontrolować zmienne - od specyficznego składu chemicznego opon pochodzących z recyklingu po temperaturę otoczenia form do utwardzania. Jeśli fabryka polega na pracy ręcznej i pomiarach "na oko", wystąpią rozbieżności. Jeśli polegają na zautomatyzowanym dozowaniu i ścisłym zarządzaniu partiami, otrzymujesz monolityczną, profesjonalną podłogę. W tym artykule opisano dokładnie, w jaki sposób osiągamy tę jednolitość, abyś mógł bez obaw zweryfikować swoich dostawców.

Faza 1: Kontrola danych wejściowych ("Składniki szefa kuchni")
Spójność zaczyna się od zaopatrzenia. Egzekwujemy "politykę jednego źródła" dla granulatu opon, aby utrzymać jednolitą czarną bazę i rygorystycznie przesiewamy rozmiary oczek, aby zapewnić identyczną teksturę powierzchni i gęstość w każdej rolce.
Wielu nabywców zakłada, że "czarna guma" to po prostu czarna guma. Jednak w świecie recyklingu SBR (kauczuk butadienowo-styrenowy) jest to nieprawda. SBR pochodzi z recyklingu opon, a różne marki opon używają różnych gatunków sadzy. Jeśli fabryka kupuje granulat z pięciu różnych zakładów recyklingu, aby zaoszczędzić pieniądze, jedna partia może być "kruczoczarna", a następna "szara jak węgiel drzewny". Gdy położy się je obok siebie, różnica jest rażąca. Aby to naprawić, stosuję politykę jednego źródła. Kupujemy od jednego zaufanego granulatora, aby zapewnić stabilność koloru bazowego.
Co więcej, rozmiar granulek ma znaczenie. Przepuszczamy gumę przez filtry siatkowe. Jeśli tworzymy rolkę o gładkiej powierzchni, potrzebujemy drobnych granulek. Jeśli rozmiary oczek są niespójne - mieszając pył z dużymi kawałkami - gęstość podłogi zmienia się, a tekstura powierzchni będzie wyglądać szorstko w niektórych miejscach, a gładko w innych. Wreszcie, używamy wysokiej jakości, przezroczystych spoiw PU, które stabilizują kolor - proces ściśle związany z jak fabryki kontrolują zapach w produkcji gumowych podłóg-zapobiegając reakcjom chemicznym, które prowadzą do efektu "bursztynowania" (żółknięcia) powszechnego w przypadku tanich klejów.
Faza 2: Proces mieszania (ważenie precyzyjne)
Aby zapobiec kruszeniu się i powstawaniu suchych plam, producenci muszą przejść od ręcznego "patrzenia w oczy" do sterowanych komputerowo systemów ważenia. Gwarantuje to dokładny stosunek gumy do spoiwa (np. 80/20) i standaryzuje czas mieszania dla całkowitego pokrycia granulek.
W małych lub prymitywnych warsztatach pracownicy często mieszają gumę i klej ręcznie lub używają wiader do pomiaru objętości. Jest to niebezpieczne dla jakości. Jeśli pracownik jest zmęczony w piątkowe popołudnie, może dodać zbyt mało spoiwa. Rezultatem jest podłoga, która początkowo wygląda dobrze, ale zaczyna się kruszyć i odklejać (rozwarstwiać) pod wpływem intensywnego ruchu pieszego, ponieważ granulki nie są prawidłowo połączone.
Polegam na automatycznych systemach dozowania. Programujemy komputer z określoną recepturą - na przykład granulat gumowy 80% na spoiwo 20% (w zależności od specyfikacji produktu). Maszyna waży wsad z dokładnością do grama. Oprócz proporcji, system czas trwania mieszania ma kluczowe znaczenie. Jeśli mieszalnik zatrzyma się zbyt wcześnie, niektóre granulki pozostaną "suche" (niepokryte klejem). Te suche miejsca tworzą słabe punkty w podłodze. Nasze mieszalniki działają na zegarach, aby zapewnić, że każda pojedyncza granulka jest w pełni zamknięta w spoiwie, zanim jeszcze dotrze do formy.
Faza 3: Spójność produkcji (ciepło i ciśnienie)
Jednolite utwardzanie wymaga precyzyjnej kontroli temperatury w całym cylindrze lub formie, aby zapobiec powstawaniu miękkich miejsc. Dodatkowo, utrzymywanie równego nacisku od środka do krawędzi zapewnia stałą gęstość na całej powierzchni maty.
Gumowa wykładzina podłogowa jest utwardzana w procesie obejmującym ciepło i ciśnienie (wulkanizacja). Największym wyzwaniem jest tutaj dystrybucja ciepła. Niezależnie od tego, czy tworzymy duży cylinder (kłodę) gumy do zrywania w rolki, czy też ściskamy pojedyncze płytki, temperatura musi być dokładnie taka sama w rdzeniu, jak na powierzchni.
Jeśli ciepło jest nierównomierne, uzyskuje się utwardzanie różnicowe. Powoduje to powstawanie "miękkich miejsc" na podłodze, które łatwo wgniatają się pod ciężkimi hantlami, podczas gdy inne obszary są twarde jak skała. Aby to kontrolować, używamy pary lub elektrycznych elementów grzewczych, które są codziennie kalibrowane. Podobnie, jeśli prasa hydrauliczna wywiera większy nacisk na środek formy niż na krawędzie, płytki będą zużywać się nierównomiernie. Używamy pras o wysokim tonażu z samopoziomującymi płytami, aby zapewnić, że każdy centymetr kwadratowy materiału otrzyma taką samą siłę ściskającą.
Faza 4: Precyzja wymiarów (cięcie)
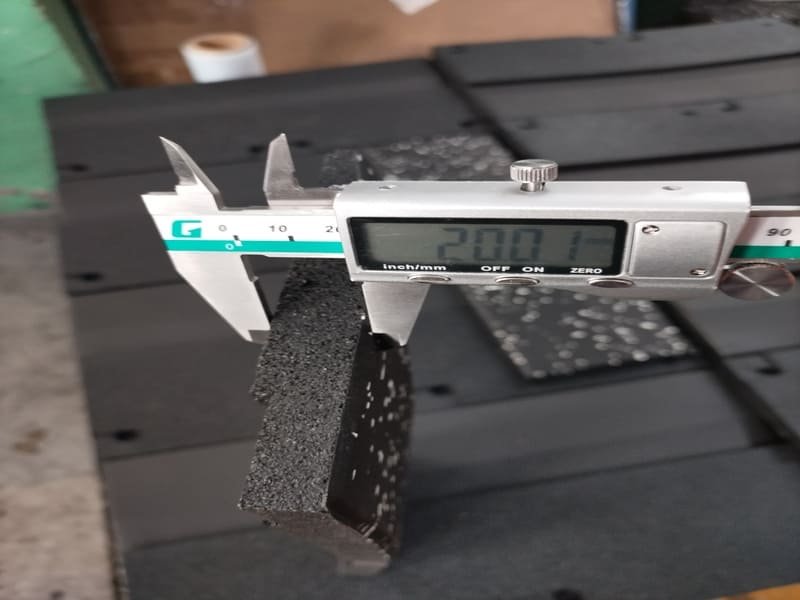
Precyzyjną grubość uzyskuje się dzięki zaawansowanej technologii skivingu, która "zdziera" gumowe cylindry jak fornir za pomocą ostrzy o kontrolowanym napięciu, zachowując tolerancję ±0,2 mm. W przypadku płytek, cięcie strumieniem wody lub matrycą zapewnia idealne 90-stopniowe narożniki dla bezszwowego blokowania.
W przypadku gumowych wykładzin podłogowych w rolkach wykonujemy duży cylinder z gumy, a następnie "obieramy" go w procesie zwanym skivingiem. Nóż musi być niezwykle ostry i utrzymywany pod stałym, skomputeryzowanym napięciem. Jeśli ostrze wibruje lub tępi się, powstają zmiany grubości - fale w gumie. Nawet różnica 1 mm stwarza ryzyko potknięcia się w miejscu styku dwóch rolek. Utrzymujemy ścisłą tolerancję, zwykle około ±0,2 mm w zależności od grubości.
W przypadku płytek blokujących wyzwaniem jest geometria. Stosujemy cięcie strumieniem wody lub precyzyjne sztancowanie. Narożniki muszą mieć dokładnie 90 stopni. Jeśli będą miały 89 lub 91 stopni, podczas montażu podłogi w dużym pomieszczeniu pojawią się szczeliny. Stale mierzymy "prostopadłość" cięcia, aby zapewnić, że szwy znikną wizualnie po zainstalowaniu.

Faza 5: System dozowania (krytyczny dla instalatorów)
Fabryki zarządzają spójnością poprzez grupowanie serii produkcyjnych w określone partie, oznaczając każdą rolkę unikalnym identyfikatorem i kodem daty. Instalatorzy muszą nadać priorytet układaniu materiałów z tej samej partii, aby wyeliminować widoczne szwy - krytyczny szczegół, który często jest jednym z najważniejszych. Co kupujący często pomijają przy hurtowym zamawianiu podłóg do siłowni do momentu rozpoczęcia instalacji.
Pomimo naszych najlepszych starań w zakresie inżynierii, niewielkie różnice mogą wystąpić w długich okresach ze względu na czynniki środowiskowe. Aby temu zaradzić, stosujemy "system wsadowy". Każda rolka lub paleta, którą wysyłamy, jest oznaczona identyfikatorem partii i kodem daty. Śledzimy, które dane wejściowe trafiły do danej partii.
Realizując duże zamówienia - na przykład na komercyjną siłownię o powierzchni 20 000 stóp kwadratowych - upewniamy się, że całe zamówienie pochodzi z sekwencyjnej serii produkcyjnej. Nigdy nie mieszamy partii ze stycznia z partią z marca dla tego samego pomieszczenia. Dla ciebie (lub twojego instalatora) jest to praktyczne: zawsze instaluj rolki w kolejności sekwencyjnej (np. rolka 001, 002, 003). Nie instaluj rolki 001 obok rolki 050. Ta strategia jest ostatecznym zabezpieczeniem przed zacienieniem wizualnym.
Co się dzieje, gdy fabryki pomijają te kontrole?
Ważne jest, aby zrozumieć konsekwencje wyboru dostawcy, który nie posiada takich kontroli inżynieryjnych. Poniższe kwestie nie są błędami montażowymi; są to awarie produkcyjne, których nie można naprawić po przyklejeniu podłogi.
| Problem | Przyczyna | Wynik |
|---|---|---|
| Widoczne kolorowe paski | Niespójne pozyskiwanie surowców (poziomy węgla SBR). | Podłoga wygląda "pasiasto" lub jak szachownica. |
| Grubość warg | Słabe naprężenie ostrza tnącego lub tępe ostrza. | Ryzyko potknięcia na szwach; szybsze zużycie krawędzi. |
| Kruszenie krawędzi | Ręczne dozowanie (niski stosunek spoiwa) lub krótki czas mieszania. | Podłoga rozpada się w ciągu 6-12 miesięcy. |
| Gapping Seams | Wykrawanie bez kontroli dokładności pod kątem 90°. | Brud zbiera się w szczelinach; płytki przesuwają się podczas użytkowania. |
Lista kontrolna dla kupujących: Jak zweryfikować fabryczne oświadczenia o zgodności?
Jako kupujący, nie powinieneś wierzyć fabryce na słowo. Musisz zweryfikować ich proces przed przekazaniem depozytu. Oto lista kontrolna pytań, które należy zadać potencjalnemu dostawcy, aby ustalić, czy prowadzi on kontrolowany proces inżynieryjny, czy też luźną operację.
- "Czy blokujesz dostawców surowców dla tego samego projektu?" (Zapytaj, czy mogą zagwarantować granulki z jednego źródła w przypadku zamówienia hurtowego).
- "Czy możesz udostępnić arkusz specyfikacji współczynnika segregatora?" (Upewnij się, że mają standardową recepturę, np. spoiwo 18-20% zapewniające trwałość).
- "Jaka jest twoja tolerancja grubości?" (Profesjonalne fabryki oferują ±0,2 mm do ±0,3 mm).
- "Jak oznaczać i zarządzać numerami partii?" (Poproś o zdjęcie etykiety rolki).
- "Czy możesz dostarczyć zdjęcia 'Dry Lay' z ostatniego zamówienia masowego?" (Poproś ich o złożenie losowych palet w fabryce, aby udowodnić spójność kolorów).
- "Co się stanie, jeśli w różnych partiach pojawi się cieniowanie?" (Dobry dostawca będzie miał politykę wymiany w przypadku wad produkcyjnych).

Wnioski
Spójność w zakresie gumowych wykładzin podłogowych jest kosztowna, ponieważ wymaga lepszych maszyn, rygorystycznych zasad odrzucania surowców i czasochłonnych testów. Jest to jednak jedyny sposób na zapewnienie profesjonalnego i bezpiecznego wyglądu obiektu.
Jeśli obecnie oceniasz dostawców, nie porównuj tylko cen. Poproś o ostatni raport QC lub poprosić o film "Dry Lay" dotyczący konkretnego zamówienia przed jego wysyłką. Jeśli potrzebujesz pomocy w interpretacji specyfikacji technicznych lub chcesz zobaczyć nasze dane dotyczące tolerancji, skontaktuj się z nami, aby uzyskać porównanie techniczne.
Bio autora
Jestem specjalistą w produkcji gumowych wykładzin podłogowych z ponad dziesięcioletnim doświadczeniem w optymalizacji linii produkcyjnych pod kątem zamówień masowych. Moje doświadczenie koncentruje się na wytłaczaniu polimerów, chemii spoiw i wypełnianiu luki między inżynierią fabryczną a praktycznymi potrzebami właścicieli siłowni i wykonawców. Pomagam klientom w poruszaniu się po specyfikacjach technicznych, aby zapewnić im trwałe, spójne rozwiązania podłogowe.