We maintain the highest quality standards with our precision production machinery system, ensuring meticulous supervision in every aspect of our manufacturing process.
We use high quality raw materials to make our rubber flooring last a lifetime.
Our efficient production cycle is CE certified.
Highly trained employees and collaboration among departments result in a streamlined process.
All the products are thoroughly inspected using various tests.
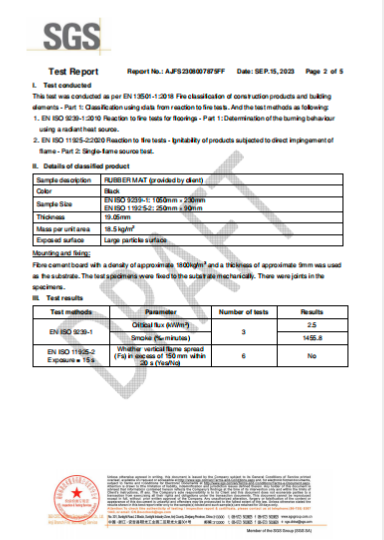
Checking how the flooring material reacts to fire, including flame spread and smoke production.
Compression Set Testing
Measuring the material’s ability to return to its original thickness after being compressed, which is important for areas with heavy foot traffic or equipment.
Certifications
Our company has 9 years experience in producing the best rubber floor. These certifications are a testament to the fact that we only provide quality.