
Fabrieken controleren de consistentie door een rigoureus engineeringproces waarbij grondstoffen uit één bron worden gebruikt, bindmiddelen automatisch worden gedoseerd, de vulkanisatiedruk uniform is en de batches strikt worden beheerd. Dit voorkomt kleurschakeringen, diktevariaties en dichtheidsverschillen die grootschalige installaties plagen.
Inleiding: De "patchwork" nachtmerrie
Op basis van mijn ervaring in de industrie is er niets erger voor een koper dan het uitrollen van 10.000 vierkante meter rubber vloerbedekking om er vervolgens achter te komen dat de rollen van vorige week niet overeenkomen met de rollen van vandaag. Wij noemen dit de "patchwork-nachtmerrie". Het creëert een dambordeffect waarbij schaduwverschillen, dikteverschillen of verschillen in dichtheid een gloednieuwe sportschool goedkoop en onprofessioneel doen lijken. Inconsistentie is niet alleen een esthetisch probleem; dikteverschillen leiden tot struikelgevaar en dichtheidsfouten veroorzaken voortijdige slijtage.
Consistentie ontstaat niet door magie of geluk. Het is het resultaat van een rigoureus engineeringproces. Als fabrikant behandel ik elke bulkorder als een wetenschappelijk project. We moeten variabelen controleren, van de specifieke chemische samenstelling van de gerecyclede banden tot de omgevingstemperatuur van de hardingsmatrijzen. Als een fabriek vertrouwt op handmatige arbeid en "oogmetingen", dan krijg je variaties. Als ze vertrouwen op geautomatiseerde dosering en strikt batchbeheer, krijg je een monolithische, professionele vloer. In dit artikel wordt precies uitgelegd hoe we die uniformiteit bereiken, zodat je je leveranciers met vertrouwen kunt doorlichten.

Fase 1: Invoercontrole (de "ingrediënten van de chef")
Consistentie begint bij de bron. We hanteren een "single-source policy" voor bandengranulaat om een uniforme zwarte basis te behouden en we ziften de maaswijdten nauwkeurig om een identieke oppervlaktestructuur en dichtheid op elke rol te garanderen.
Veel kopers gaan ervan uit dat "zwart rubber" gewoon zwart rubber is. In de wereld van gerecycled SBR (styreen-butadieenrubber) is dit echter onjuist. SBR komt van gerecyclede banden en verschillende bandenmerken gebruiken verschillende kwaliteiten Carbon Black. Als een fabriek granulaat koopt van vijf verschillende recyclingbedrijven om geld te besparen, kan de ene partij "gitzwart" zijn terwijl de volgende "houtskoolgrijs" is. Als je ze naast elkaar legt, is het verschil overduidelijk. Om dit op te lossen, hanteer ik een beleid van één bron. We kopen in bij één betrouwbare granuleermachine zodat de basiskleur stabiel blijft.
Bovendien is de grootte van de korrel van belang. We halen ons rubber door gaasfilters. Als we een rol met een glad oppervlak willen maken, hebben we fijne korrels nodig. Als de maaswijdtes niet consistent zijn - en we mengen stof met grote brokken - verandert de dichtheid van de vloer en ziet de oppervlaktestructuur er op sommige plekken ruw uit en op andere glad. Tot slot gebruiken we heldere PU-bindmiddelen van hoge kwaliteit die de kleur stabiliseren - een proces dat nauw verbonden is met hoe fabrieken geur in rubber vloerbedekking productie te controleren-door de chemische reacties te voorkomen die leiden tot het "ambering" (vergelen) effect dat vaak optreedt bij goedkope lijmen.
Fase 2: Het mengproces (precisiewegen)
Om afbrokkeling en droge plekken te voorkomen, moeten fabrikanten overstappen van handmatige "oogmetingen" naar computergestuurde weegsystemen. Dit garandeert de exacte rubber-bindmiddelverhouding (bijv. 80/20) en standaardiseert de mengtijd voor de totale coating van granulaten.
In kleine of primitieve werkplaatsen mengen arbeiders rubber en lijm vaak met de hand of gebruiken ze emmers om het volume te meten. Dit is gevaarlijk voor de kwaliteit. Als een arbeider op vrijdagmiddag moe is, voegt hij misschien te weinig bindmiddel toe. Het resultaat is een vloer die er aanvankelijk prima uitziet, maar die onder zwaar loopverkeer begint af te brokkelen en los te laten (delamineren) omdat de korrels niet goed aan elkaar zijn gehecht.
Ik vertrouw op geautomatiseerde doseersystemen. We programmeren de computer met een specifiek recept-bijvoorbeeld 80% rubbergranulaat tot 20% bindmiddel (afhankelijk van de productspecificaties). De machine weegt de input tot op de gram. Naast de verhouding mengtijd is kritisch. Als de mixer te snel stopt, blijven sommige korrels "droog" (niet bedekt met lijm). Deze droge plekken creëren zwakke plekken in de vloer. Onze mengers werken op tijdschakelaars om ervoor te zorgen dat elk granulaat volledig is ingekapseld met bindmiddel voordat het de mal bereikt.
Fase 3: Productieconsistentie (hitte & druk)
Gelijkmatige uitharding vereist een nauwkeurige temperatuurregeling over de hele cilinder of mal om zachte plekken te voorkomen. Bovendien zorgt het handhaven van gelijke druk van het midden naar de randen ervoor dat de dichtheid constant blijft in de hele mat.
Rubbervloeren worden uitgehard via een proces van warmte en druk (vulkanisatie). De grootste uitdaging hierbij is de warmteverdeling. Of we nu een grote cilinder (log) rubber maken om in rollen te pellen, of individuele tegels samenpersen, de temperatuur moet in de kern precies hetzelfde zijn als aan het oppervlak.
Als de warmte ongelijkmatig is, krijg je differentiële uitharding. Dit resulteert in "zachte plekken" op de vloer die gemakkelijk indeuken onder zware halters, terwijl andere plekken keihard zijn. Om dit onder controle te houden, gebruiken we stoom of elektrische verwarmingselementen die dagelijks worden gekalibreerd. Ook als de hydraulische pers meer druk uitoefent op het midden van de mal dan op de randen, zullen de tegels ongelijkmatig slijten. We gebruiken persen met een hoog tonnage en zelfnivellerende platen om ervoor te zorgen dat elke vierkante centimeter van het materiaal dezelfde drukkracht krijgt.
Fase 4: Dimensionale precisie (de snede)
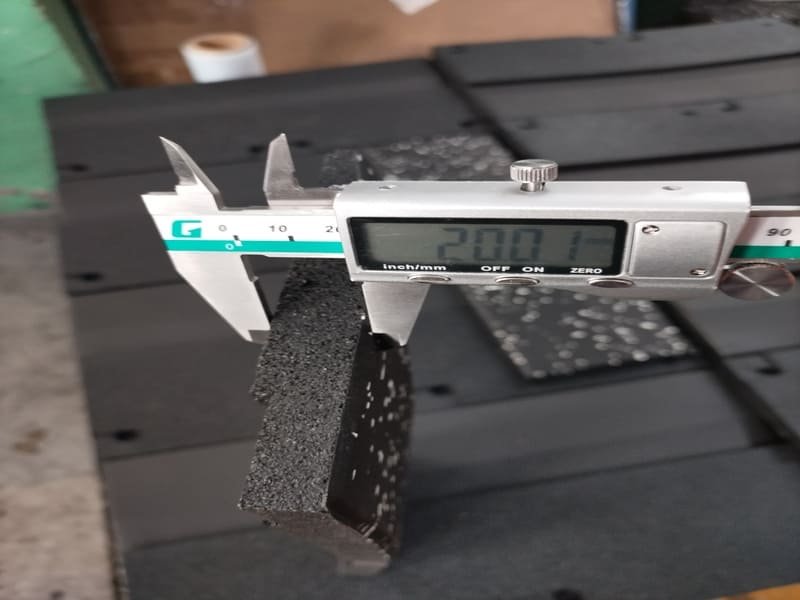
Nauwkeurige diktes worden bereikt met geavanceerde schaaftechnologie die rubberen cilinders "schilt" als fineer met messen met spanningsregeling, met een tolerantie van ±0,2 mm. Voor tegels zorgt waterstraal- of stanssnijden voor perfecte hoeken van 90 graden voor naadloze vergrendeling.
Voor gerolde rubbervloeren maken we een grote cilinder van rubber die we vervolgens "pellen", een proces dat we skiving noemen. Het mes moet ongelooflijk scherp zijn en onder constante, computergestuurde spanning worden gehouden. Als het mes trilt of bot wordt, krijg je dikteverschillen-golven in het rubber. Zelfs een verschil van 1 mm levert struikelgevaar op waar twee rollen elkaar raken. We hanteren een strikte tolerantie, meestal rond ±0,2 mm afhankelijk van de dikte.
Voor in elkaar grijpende tegels is de uitdaging de geometrie. We gebruiken waterstraalsnijden of precisiestansen. De hoeken moeten precies 90 graden zijn. Als ze 89 of 91 graden zijn, ziet u kieren ontstaan wanneer u de vloer in een grote ruimte installeert. We meten voortdurend de "haaksheid" van de snede om ervoor te zorgen dat naden visueel verdwijnen zodra ze zijn geïnstalleerd.

Fase 5: Het "Batching"-systeem (cruciaal voor installateurs)
Fabrieken beheren de consistentie door productieruns te groeperen in specifieke batches en elke rol te labelen met een unieke ID en datumcode. Installateurs moeten prioriteit geven aan het leggen van materialen uit dezelfde batchvolgorde om zichtbare naden te voorkomen - een kritisch detail dat vaak een van de meest voorkomende problemen is. wat kopers vaak over het hoofd zien bij het bestellen van gymvloeren in bulk totdat de installatie begint.
Ondanks onze inspanningen op het gebied van engineering kunnen er over lange perioden kleine variaties optreden als gevolg van omgevingsfactoren. Om dit op te lossen, gebruiken we een "batch-systeem". Elke rol of pallet die we verzenden wordt gelabeld met een batch-ID en een datumcode. We houden bij welke input in welke batch zat.
Als we een grote bestelling uitvoeren, bijvoorbeeld voor een commerciële fitnessruimte van 20.000 m², zorgen we ervoor dat de hele bestelling afkomstig is van een opeenvolgende productierun. We mixen nooit een partij uit januari met een partij uit maart voor dezelfde ruimte. Voor u (of uw installateur) is dit bruikbaar: installeer rollen altijd in opeenvolgende volgorde (bijv. rol 001, 002, 003). Installeer rol 001 niet naast rol 050. Deze strategie is de laatste beveiliging tegen visuele schaduw.
Wat gebeurt er als fabrieken deze controles overslaan?
Het is belangrijk om de gevolgen te begrijpen van het kiezen van een leverancier die deze technische controles mist. De onderstaande problemen zijn geen installatiefouten; het zijn productiefouten die niet kunnen worden hersteld zodra de vloer is vastgelijmd.
| Uitgave | Oorzaak | Het resultaat |
|---|---|---|
| Zichtbare kleurenbanden | Inconsistente inkoop van grondstoffen (SBR koolstofniveaus). | De vloer ziet eruit als "gestreept" of als een dambord. |
| Dikte lippen | Slechte messpanning of botte messen. | Struikelgevaar bij de naden; snellere slijtage aan de randen. |
| Afbrokkelende rand | Handmatig doseren (lage bindmiddelverhouding) of korte mengtijd. | De vloer valt binnen 6-12 maanden uiteen. |
| Naden overlappen | Stansen zonder 90°-precisiecontrole. | Vuil verzamelt zich in kieren; tegels verschuiven tijdens gebruik. |
Checklist voor kopers: Hoe fabrieksconsistentieclaims te controleren
Als koper moet je een fabriek niet zomaar op zijn woord geloven. Je moet hun proces controleren voordat je de aanbetaling overmaakt. Hier is een checklist met vragen die je aan je potentiële leverancier kunt stellen om te bepalen of ze een gecontroleerd engineeringproces hebben of een losse operatie.
- "Zet je leveranciers van grondstoffen vast voor hetzelfde project?" (Vraag of ze granulaat van één bron kunnen garanderen voor je bulkbestelling).
- "Kunt u uw specificatieblad delen?" (Controleer of ze een standaardrecept hebben, bijv. 18-20% ordner voor duurzaamheid).
- "Wat is je diktetolerantie?" (Professionele fabrieken bieden ±0,2 mm tot ±0,3 mm).
- "Hoe label en beheer je batchnummers?" (Vraag om een foto van hun rollabel).
- "Kunt u 'Dry Lay' foto's van een recente bulkbestelling leveren?" (Vraag hen om willekeurige pallets in de fabriek in elkaar te zetten om kleurconsistentie te bewijzen).
- "Wat gebeurt er als verschillende batches schaduwen vertonen?" (Een goede leverancier heeft een vervangingsbeleid voor fabricagefouten).

Conclusie
Consistentie in rubbervloeren is duur omdat het betere machines, een strikt afkeurbeleid voor grondstoffen en tijdrovende tests vereist. Het is echter de enige manier om ervoor te zorgen dat uw faciliteit er professioneel en veilig uitziet.
Als je momenteel leveranciers evalueert, vergelijk dan niet alleen prijzen. Vraag om een recent QC-rapport of vraag een "Dry Lay" video aan van je specifieke bestelling voordat deze wordt verzonden. Als je hulp nodig hebt bij het interpreteren van technische specificaties of onze tolerantiegegevens wilt zien, neem dan gerust contact op voor een technische vergelijking.
Auteur Bio
Ik ben een specialist in de productie van rubbervloeren met meer dan tien jaar ervaring in het optimaliseren van productielijnen voor bulkorders. Mijn achtergrond richt zich op polymerextrusie, bindmiddelchemie en het overbruggen van de kloof tussen fabriekstechniek en de praktische behoeften van sportschoolhouders en aannemers. Ik help klanten bij het navigeren door technische specificaties om ervoor te zorgen dat ze duurzame, consistente vloeroplossingen krijgen.