
As fábricas controlam a consistência através de um rigoroso processo de engenharia que envolve o bloqueio de matérias-primas de fonte única, dosagem automatizada de aglutinante, pressão de vulcanização uniforme e gestão rigorosa de lotes. Isto evita o sombreamento de cores, as variações de espessura e as discrepâncias de densidade que afectam as instalações em grande escala.
Introdução: O pesadelo da "manta de retalhos
Com base na minha experiência no sector, não há nada pior para um comprador do que desenrolar 10.000 pés quadrados de pavimento de borracha e perceber que os rolos da semana passada não correspondem aos rolos de hoje. Chamamos a isto o "Pesadelo dos Retalhos". Cria um efeito de tabuleiro de xadrez em que as diferenças de tonalidade, as lacunas de espessura ou as variações de densidade fazem com que um ginásio novinho em folha pareça barato e pouco profissional. A inconsistência não é apenas um problema estético; as variações de espessura levam a riscos de tropeçar e as falhas de densidade causam desgaste prematuro.
A consistência não acontece por magia ou sorte. É o resultado de um rigoroso processo de engenharia. Como fabricante, trato cada encomenda a granel como um projeto científico. Temos de controlar as variáveis - desde a composição química específica dos pneus reciclados até à temperatura ambiente dos moldes de cura. Se uma fábrica se baseia no trabalho manual e em medições "à vista", haverá variações. Se se basear na dosagem automática e na gestão rigorosa dos lotes, obtém-se um pavimento monolítico e profissional. Este artigo explica exatamente como conseguimos essa uniformidade para que possa avaliar os seus fornecedores com confiança.

Fase 1: Controlo das entradas (os "ingredientes do chefe")
A consistência começa com o fornecimento. Aplicamos uma "política de fonte única" para os grânulos de pneus, de modo a manter uma base preta uniforme, e peneiramos rigorosamente as malhas para garantir uma textura e densidade de superfície idênticas em cada rolo.
Muitos compradores assumem que a "borracha preta" é apenas borracha preta. No entanto, no mundo da SBR (borracha de estireno-butadieno) reciclada, isto é falso. A SBR provém de pneus reciclados e as diferentes marcas de pneus utilizam diferentes graus de negro de fumo. Se uma fábrica comprar grânulos de cinco fábricas de reciclagem diferentes para poupar dinheiro, um lote pode ser "preto a jato" enquanto o seguinte é "cinzento carvão". Quando os colocamos lado a lado, a diferença é gritante. Para resolver este problema, sigo uma política de fonte única. Compramos a um granulador de confiança para garantir que a cor de base se mantém estável.
Além disso, o tamanho do grânulo é importante. Passamos a nossa borracha por filtros de malha. Se estamos a fazer um rolo de superfície lisa, precisamos de grânulos finos. Se os tamanhos das malhas forem inconsistentes - misturando pó com pedaços grandes - a densidade do pavimento altera-se e a textura da superfície parecerá áspera em alguns pontos e suave noutros. Por fim, utilizamos aglutinantes de PU transparente de alta qualidade que estabilizam a cor - um processo intimamente ligado à como as fábricas controlam o odor na produção de pavimentos de borracha-evitando as reacções químicas que provocam o efeito de "amarelecimento" comum nas colas baratas.
Fase 2: O processo de mistura (Pesagem de precisão)
Para evitar o esfarelamento e as manchas secas, os fabricantes têm de passar da "observação" manual para sistemas de pesagem controlados por computador. Isto garante a proporção exacta de borracha para aglutinante (por exemplo, 80/20) e normaliza a duração da mistura para o revestimento total do grânulo.
Em oficinas pequenas ou primitivas, os trabalhadores misturam frequentemente a borracha e a cola à mão ou utilizam baldes para medir o volume. Isto é perigoso para a qualidade. Se um trabalhador estiver cansado numa sexta-feira à tarde, pode adicionar muito pouco aglutinante. O resultado é um pavimento que, inicialmente, tem bom aspeto, mas que começa a desfazer-se e a descolar-se (delaminar) com o tráfego intenso, porque os grânulos não estão ligados corretamente.
Eu confio em sistemas de dosagem automáticos. Programamos o computador com uma receita específica - por exemplo, grânulos de borracha 80% para aglutinante 20% (dependendo das especificações do produto). A máquina pesa as entradas ao grama. Para além do rácio, o duração da mistura é fundamental. Se o misturador parar demasiado cedo, alguns grânulos permanecem "secos" (não revestidos com cola). Estes pontos secos criam pontos fracos no pavimento. Os nossos misturadores funcionam com temporizadores para garantir que cada grânulo é totalmente encapsulado em aglutinante antes de chegar ao molde.
Fase 3: Consistência da produção (calor e pressão)
A cura uniforme requer um controlo preciso da temperatura em todo o cilindro ou molde para evitar pontos moles. Além disso, a manutenção de uma pressão igual do centro para os bordos garante que a densidade se mantém constante em todo o tapete.
O pavimento de borracha é curado através de um processo que envolve calor e pressão (vulcanização). O maior desafio aqui é a distribuição do calor. Quer estejamos a fazer um grande cilindro (tronco) de borracha para descascar em rolos, ou a comprimir ladrilhos individuais, a temperatura tem de ser exatamente a mesma no núcleo e na superfície.
Se o calor for desigual, obtém-se uma cura diferencial. Isto resulta em "pontos macios" no pavimento que se amassam facilmente sob halteres pesados, enquanto outras áreas ficam duras como uma rocha. Para controlar isto, utilizamos elementos de aquecimento a vapor ou eléctricos que são calibrados diariamente. Da mesma forma, se a prensa hidráulica aplicar mais pressão no centro do molde do que nas extremidades, os ladrilhos desgastar-se-ão de forma desigual. Utilizamos prensas de alta tonelagem com placas autonivelantes para garantir que cada centímetro quadrado do material recebe a mesma força de compressão.
Fase 4: Precisão dimensional (O corte)
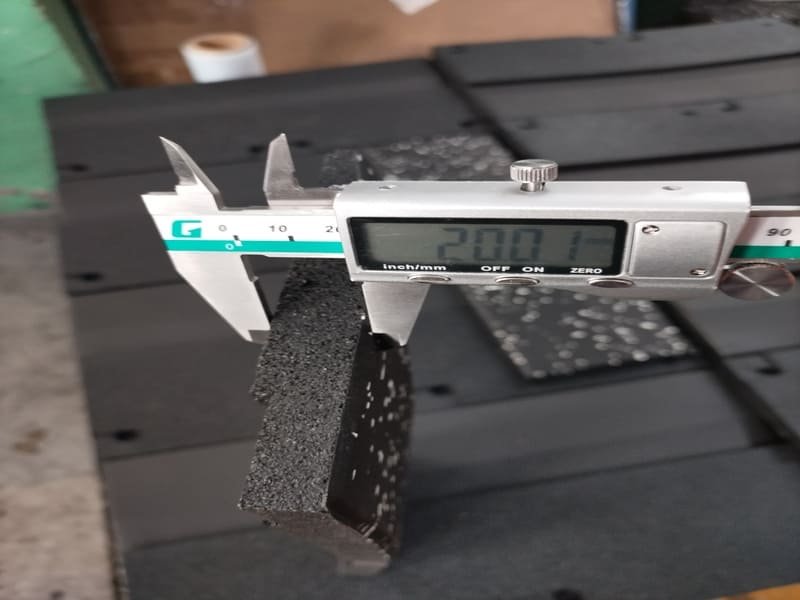
A espessura exacta é conseguida através de uma tecnologia avançada de desbaste que "descasca" os cilindros de borracha como um folheado com lâminas controladas por tensão, mantendo uma tolerância de ±0,2 mm. Para os azulejos, o corte por jato de água ou por matriz assegura cantos perfeitos de 90 graus para um encaixe perfeito.
Para os pavimentos de borracha laminados, fazemos um grande cilindro de borracha e depois "descascamo-lo", um processo chamado de desbaste. A faca tem de ser incrivelmente afiada e mantida sob tensão constante e computorizada. Se a lâmina vibrar ou ficar cega, obtém-se variações de espessura - ondas na borracha. Mesmo uma diferença de 1 mm cria um risco de tropeçar onde dois rolos se encontram. Mantemos uma tolerância rigorosa, normalmente em torno de ±0,2 mm, consoante a espessura.
Para os ladrilhos de encaixe, o desafio é a geometria. Utilizamos o corte por jato de água ou o corte de precisão. Os cantos têm de estar exatamente a 90 graus. Se estiverem a 89 ou 91 graus, verá que se formam lacunas quando instalar o pavimento numa divisão grande. Medimos constantemente a "esquadria" do corte para garantir que as juntas desaparecem visualmente após a instalação.

Fase 5: O sistema de "Batching" (fundamental para os instaladores)
As fábricas gerem a consistência agrupando a produção em lotes específicos, etiquetando cada rolo com uma identificação única e um código de data. Os instaladores têm de dar prioridade à colocação de materiais da mesma sequência de lotes para eliminar costuras visíveis - um pormenor crítico que se encontra frequentemente entre o que os compradores muitas vezes não percebem quando encomendam pavimentos de ginásio a granel até ao início da instalação.
Apesar dos nossos melhores esforços de engenharia, podem ocorrer ligeiras variações durante longos períodos devido a factores ambientais. Para resolver este problema, utilizamos um "sistema de lotes". Cada rolo ou palete que enviamos é etiquetado com uma identificação de lote e um código de data. Controlamos quais os factores de produção que entraram em cada lote.
Ao satisfazer uma encomenda de grande dimensão - por exemplo, para um ginásio comercial de 20.000 pés quadrados - garantimos que toda a encomenda é retirada de uma produção sequencial. Nunca misturamos um lote de janeiro com um lote de março para a mesma sala. Para si (ou para o seu instalador), isto é acionável: instale sempre os rolos por ordem sequencial (por exemplo, Rolo 001, 002, 003). Não instale o Rolo 001 ao lado do Rolo 050. Esta estratégia é a última salvaguarda contra o sombreamento visual.
O que acontece quando as fábricas ignoram estes controlos?
É importante compreender as consequências de escolher um fornecedor que não possua estes controlos de engenharia. Os problemas abaixo não são erros de instalação; são falhas de produção que não podem ser corrigidas depois de o pavimento estar colado.
| Questão | Causa | O resultado |
|---|---|---|
| Faixas de cores visíveis | Fornecimento inconsistente de matérias-primas (níveis de carbono SBR). | O pavimento parece "riscado" ou como um tabuleiro de xadrez. |
| Espessura Lábios | Má tensão da lâmina de desbaste ou lâminas cegas. | Perigo de tropeçar nas costuras; desgaste mais rápido nas extremidades. |
| Desmoronamento da borda | Dosagem manual (baixo rácio de aglutinante) ou tempo de mistura curto. | O pavimento desintegra-se num prazo de 6 a 12 meses. |
| Costuras de abertura | Corte sem controlo de precisão a 90°. | A sujidade acumula-se nos espaços vazios; os azulejos deslocam-se durante a utilização. |
Lista de verificação do comprador: Como verificar as alegações de consistência da fábrica
Como comprador, não deve limitar-se a acreditar na palavra de uma fábrica. É necessário verificar o processo antes de efetuar o depósito. Aqui está uma lista de verificação de perguntas a fazer ao seu potencial fornecedor para determinar se está a executar um processo de engenharia controlado ou uma operação solta.
- "Bloqueia fornecedores de matérias-primas para o mesmo projeto?" (Pergunte se podem garantir grânulos de uma única fonte para a sua encomenda a granel).
- "Pode partilhar a sua folha de especificações do rácio da pasta?" (Verificar se têm uma receita normalizada, por exemplo, uma pasta 18-20% para maior durabilidade).
- "Qual é a vossa tolerância de espessura?" (As fábricas profissionais oferecerão ±0,2mm a ±0,3mm).
- "Como é que rotula e gere os números dos lotes?" (Peça para ver uma fotografia da etiqueta do rolo).
- "Pode fornecer fotografias de uma encomenda a granel recente?" (Peça-lhes que montem paletes aleatórias na fábrica para provar a consistência das cores).
- "O que acontece se diferentes lotes apresentarem sombras?" (Um bom fornecedor terá uma política de substituição para defeitos de fabrico).

Conclusão
A consistência nos pavimentos de borracha é dispendiosa porque requer melhores máquinas, políticas rigorosas de rejeição de matérias-primas e testes demorados. No entanto, é a única forma de garantir que as suas instalações têm um aspeto profissional e seguro.
Se estiver a avaliar fornecedores, não se limite a comparar preços. Pedir um relatório de controlo de qualidade recente ou solicitar um vídeo "Dry Lay" da sua encomenda específica antes do envio. Se precisar de ajuda para interpretar as especificações técnicas ou quiser ver os nossos dados de tolerância, não hesite em contactar-nos para uma comparação técnica.
Biografia do autor
Sou um especialista no fabrico de pavimentos de borracha com mais de uma década de experiência na otimização de linhas de produção para encomendas em massa. Os meus conhecimentos centram-se na extrusão de polímeros, na química de aglutinantes e na redução do fosso entre a engenharia de fábrica e as necessidades práticas dos proprietários e empreiteiros de ginásios. Ajudo os clientes a navegar nas especificações técnicas para garantir que obtêm soluções de pavimento duradouras e consistentes.