
Le fabbriche controllano l'uniformità attraverso un rigoroso processo di progettazione che prevede il blocco delle materie prime da un'unica fonte, il dosaggio automatico del legante, una pressione di vulcanizzazione uniforme e una gestione rigorosa dei lotti. In questo modo si evitano sfumature di colore, variazioni di spessore e discrepanze di densità che affliggono le installazioni su larga scala.
Introduzione: L'incubo del "patchwork
In base alla mia esperienza nel settore, non c'è niente di peggio per un acquirente che srotolare 10.000 metri quadrati di pavimentazione in gomma per poi rendersi conto che i rotoli della settimana scorsa non corrispondono a quelli di oggi. Noi lo chiamiamo "l'incubo del patchwork". Si crea un effetto a scacchiera in cui le differenze di ombreggiatura, gli scarti di spessore o le variazioni di densità fanno sembrare una palestra nuova di zecca scadente e poco professionale. L'incoerenza non è solo un problema estetico: le variazioni di spessore comportano rischi di inciampo e i difetti di densità causano un'usura prematura.
La coerenza non si ottiene per magia o per fortuna. È il risultato di un rigoroso processo di progettazione. Come produttore, tratto ogni ordine di prodotti sfusi come un progetto scientifico. Dobbiamo controllare le variabili, dalla composizione chimica specifica dei pneumatici riciclati alla temperatura ambiente degli stampi di polimerizzazione. Se una fabbrica si affida al lavoro manuale e alle misurazioni "a occhio", si avranno delle variazioni. Se invece si affida al dosaggio automatico e alla gestione rigorosa dei lotti, si ottiene un pavimento monolitico e professionale. Questo articolo spiega esattamente come otteniamo questa uniformità, in modo che possiate valutare i vostri fornitori con fiducia.

Fase 1: Controllo degli input (gli "ingredienti dello chef")
La coerenza inizia con l'approvvigionamento. Applichiamo una "politica di un'unica fonte" per i granuli di pneumatici, per mantenere una base nera uniforme e vagliare rigorosamente le dimensioni delle maglie per garantire una consistenza superficiale e una densità identiche in ogni rotolo.
Molti acquirenti pensano che la "gomma nera" sia solo gomma nera. Tuttavia, nel mondo dell'SBR (gomma stirene-butadiene) riciclata, ciò è falso. L'SBR proviene da pneumatici riciclati e le diverse marche di pneumatici utilizzano gradi diversi di nerofumo. Se una fabbrica acquista i granuli da cinque diversi impianti di riciclaggio per risparmiare, un lotto potrebbe essere "nero jet" mentre il successivo è "grigio carbone". Quando li si mette uno accanto all'altro, la differenza è evidente. Per risolvere questo problema, aderisco a una politica di approvvigionamento unico. Acquistiamo da un unico granulatore di fiducia per garantire che il colore di base rimanga stabile.
Inoltre, la dimensione del granulo è importante. Noi passiamo la gomma attraverso filtri a rete. Se vogliamo realizzare un rotolo dalla superficie liscia, abbiamo bisogno di granuli fini. Se le dimensioni delle maglie sono incoerenti - mescolando polvere e grossi pezzi - la densità del pavimento cambia e la struttura della superficie appare ruvida in alcuni punti e liscia in altri. Infine, utilizziamo leganti PU trasparenti e di alta qualità che stabilizzano il colore, un processo strettamente legato a come le fabbriche controllano gli odori nella produzione di pavimenti in gomma-impedendo le reazioni chimiche che portano all'effetto "ambra" (ingiallimento) comune alle colle economiche.
Fase 2: il processo di miscelazione (pesatura di precisione)
Per evitare sbriciolamenti e macchie secche, i produttori devono passare dalla "lettura a occhio" manuale ai sistemi di pesatura controllati da computer. Ciò garantisce l'esatto rapporto gomma/legante (ad esempio, 80/20) e standardizza la durata della miscelazione per il rivestimento totale dei granuli.
Nelle officine piccole o primitive, gli operai spesso mescolano la gomma e la colla a mano o usano secchi per misurare il volume. Questo è pericoloso per la qualità. Se un operaio è stanco il venerdì pomeriggio, potrebbe aggiungere troppo poco legante. Il risultato è un pavimento che inizialmente sembra buono, ma che inizia a sgretolarsi e a staccarsi (delaminazione) sotto il traffico pedonale pesante perché i granuli non sono legati correttamente.
Mi affido a sistemi di dosaggio automatizzati. Programmiamo il computer con una ricetta specifica, ad esempio 80% di granuli di gomma e 20% di legante (a seconda delle specifiche del prodotto). La macchina pesa gli input al grammo. Al di là del rapporto, il durata della miscelazione è fondamentale. Se il miscelatore si ferma troppo presto, alcuni granuli rimangono "asciutti" (non rivestiti dalla colla). Questi punti secchi creano punti deboli nel pavimento. I nostri miscelatori funzionano a tempo per garantire che ogni singolo granulo sia completamente incapsulato nel legante prima di raggiungere lo stampo.
Fase 3: Consistenza della produzione (calore e pressione)
La polimerizzazione uniforme richiede un controllo preciso della temperatura su tutto il cilindro o lo stampo per evitare punti deboli. Inoltre, il mantenimento di una pressione uguale dal centro ai bordi assicura che la densità rimanga costante su tutto il tappetino.
La pavimentazione in gomma si indurisce attraverso un processo che prevede calore e pressione (vulcanizzazione). La sfida più grande è la distribuzione del calore. Sia che si tratti di produrre un grande cilindro (log) di gomma da sfogliare in rotoli, sia che si tratti di comprimere singole piastrelle, la temperatura deve essere esattamente la stessa al centro e in superficie.
Se il calore non è uniforme, si ottiene un indurimento differenziato. Ciò si traduce in "punti morbidi" sul pavimento che si ammaccano facilmente sotto i manubri pesanti, mentre altre aree sono dure come la roccia. Per controllare questo fenomeno, utilizziamo elementi riscaldanti a vapore o elettrici che vengono calibrati quotidianamente. Allo stesso modo, se la pressa idraulica applica una pressione maggiore al centro dello stampo rispetto ai bordi, le piastrelle si consumano in modo non uniforme. Utilizziamo presse ad alto tonnellaggio con piani autolivellanti per garantire che ogni centimetro quadrato del materiale riceva la stessa forza di compressione.
Fase 4: precisione dimensionale (il taglio)
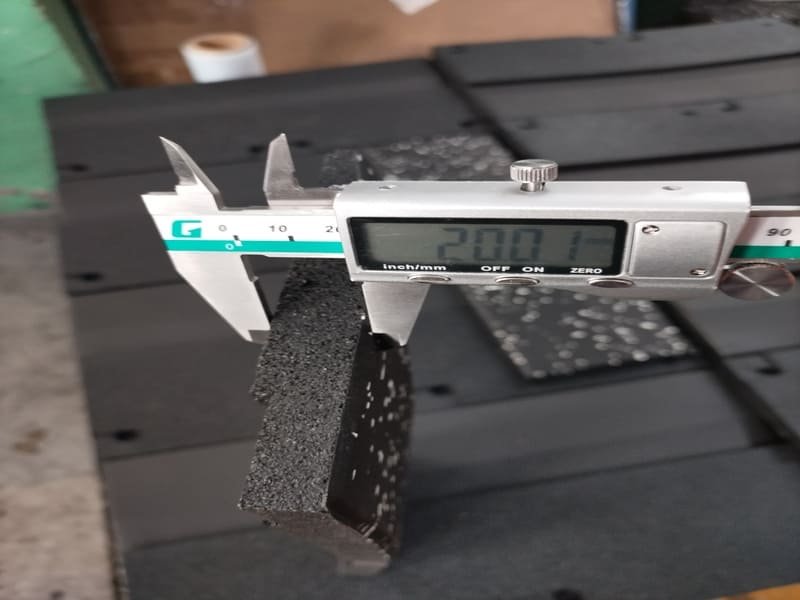
Lo spessore preciso è ottenuto grazie a una tecnologia avanzata di skiving che "sfoglia" i cilindri di gomma come un'impiallacciatura con lame a tensione controllata, mantenendo una tolleranza di ±0,2 mm. Per le piastrelle, il getto d'acqua o la fustellatura assicurano angoli perfetti a 90 gradi per una chiusura perfetta.
Per i pavimenti in gomma laminati, realizziamo un grande cilindro di gomma e poi lo "peliamo", un processo chiamato skiving. Il coltello deve essere incredibilmente affilato e tenuto in tensione costante e computerizzata. Se la lama vibra o si opacizza, si ottengono variazioni di spessore - onde nella gomma. Anche una differenza di 1 mm crea un rischio di inciampo nel punto in cui due rotoli si incontrano. Manteniamo una tolleranza rigorosa, di solito intorno a ±0,2 mm a seconda dello spessore.
Per le piastrelle a incastro, la sfida è la geometria. Utilizziamo il taglio a getto d'acqua o la fustellatura di precisione. Gli angoli devono essere esattamente di 90 gradi. Se sono a 89 o 91 gradi, si formeranno delle fughe durante la posa del pavimento in una stanza di grandi dimensioni. Misuriamo costantemente la "quadratura" del taglio per garantire che le giunture scompaiano visivamente una volta installate.

Fase 5: Il sistema "Batching" (fondamentale per gli installatori)
Le fabbriche gestiscono la coerenza raggruppando le produzioni in lotti specifici, etichettando ogni rotolo con un ID e un codice data unici. Gli installatori devono dare la priorità alla posa di materiali provenienti dalla stessa sequenza di lotti per eliminare le cuciture visibili, un dettaglio critico che spesso è tra i più importanti. Cosa sfugge spesso agli acquirenti quando ordinano pavimenti per palestre all'ingrosso fino all'inizio dell'installazione.
Nonostante i nostri migliori sforzi ingegneristici, su lunghi periodi possono verificarsi lievi variazioni dovute a fattori ambientali. Per risolvere questo problema, utilizziamo un "sistema di lotti". Ogni rotolo o pallet che spediamo viene etichettato con un ID lotto e un codice data. In questo modo teniamo traccia di quali input sono stati inseriti in un determinato lotto.
Quando evadiamo un ordine di grandi dimensioni, ad esempio per una palestra commerciale di 20.000 metri quadrati, ci assicuriamo che l'intero ordine venga estratto da un ciclo di produzione sequenziale. Non mischiamo mai un lotto di gennaio con uno di marzo per la stessa stanza. Per voi (o per il vostro installatore), questo è un punto di partenza: installate sempre i rotoli in ordine sequenziale (ad esempio, rotolo 001, 002, 003). Non installare il rotolo 001 accanto al rotolo 050. Questa strategia è l'ultima salvaguardia contro le ombreggiature visive.
Cosa succede quando le fabbriche saltano questi controlli?
È importante comprendere le conseguenze della scelta di un fornitore che non dispone di questi controlli tecnici. I problemi riportati di seguito non sono errori di posa, bensì difetti di produzione che non possono essere risolti una volta che il pavimento è stato incollato.
| Problema | Causa | Il risultato |
|---|---|---|
| Bande di colore visibile | Approvvigionamento incoerente delle materie prime (livelli di carbonio dell'SBR). | Il pavimento sembra "a strisce" o a scacchiera. |
| Spessore Labbra | Scarsa tensione delle lame da skiving o lame opache. | Rischio di inciampo in corrispondenza delle giunture; usura più rapida sui bordi. |
| Bordo che si sgretola | Dosaggio manuale (basso rapporto di legante) o breve tempo di miscelazione. | Il pavimento si disintegra entro 6-12 mesi. |
| Cuciture a vista | Fustellatura senza controllo di precisione a 90°. | Lo sporco si accumula nelle fessure; le piastrelle si spostano durante l'uso. |
Lista di controllo per gli acquirenti: Come verificare le dichiarazioni di consistenza della fabbrica
In qualità di acquirenti, non dovreste fidarvi solo della parola di una fabbrica. È necessario verificare il processo prima di versare il deposito. Ecco una lista di domande da porre al vostro potenziale fornitore per determinare se il processo di produzione è controllato o se si tratta di un'operazione non controllata.
- "Bloccate i fornitori di materie prime per lo stesso progetto?". (Chiedete se possono garantirvi granuli da un'unica fonte per il vostro ordine in blocco).
- "Può condividere la scheda tecnica del suo rapporto con il raccoglitore?". (Verificare che abbiano una ricetta standard, ad esempio un raccoglitore 18-20% per la durata).
- "Qual è la vostra tolleranza di spessore?". (Le fabbriche professionali offriranno da ±0,2 mm a ±0,3 mm).
- "Come si etichettano e si gestiscono i numeri di lotto?". (Chiedete di vedere una foto dell'etichetta del rotolo).
- "Potete fornire le foto di 'Dry Lay' di un recente ordine di prodotti sfusi?". (Chiedete loro di assemblare pallet a caso in fabbrica per dimostrare la coerenza dei colori).
- "Che cosa succede se diversi lotti mostrano sfumature?". (Un buon fornitore avrà una politica di sostituzione per i difetti di fabbricazione).

Conclusione
La coerenza delle pavimentazioni in gomma è costosa perché richiede macchinari migliori, politiche rigorose di scarto delle materie prime e test che richiedono molto tempo. Tuttavia, è l'unico modo per garantire che la vostra struttura abbia un aspetto professionale e sicuro.
Se state valutando i fornitori, non limitatevi a confrontare i prezzi. Chiedete un rapporto di controllo qualità recente o richiedere un video "Dry Lay" del vostro ordine specifico prima della spedizione. Se avete bisogno di aiuto per interpretare le specifiche tecniche o volete vedere i nostri dati di tolleranza, non esitate a contattarci per un confronto tecnico.
Biografia dell'autore
Sono uno specialista nella produzione di pavimenti in gomma con oltre dieci anni di esperienza nell'ottimizzazione delle linee di produzione per gli ordini di grandi quantità. Il mio background si concentra sull'estrusione dei polimeri, sulla chimica dei leganti e sul superamento del divario tra l'ingegneria di fabbrica e le esigenze pratiche dei proprietari di palestre e degli appaltatori. Aiuto i clienti a orientarsi tra le specifiche tecniche per garantire soluzioni di pavimentazione durevoli e coerenti.