
Les usines contrôlent l'uniformité grâce à un processus d'ingénierie rigoureux impliquant le verrouillage des matières premières d'une source unique, le dosage automatisé des liants, une pression de vulcanisation uniforme et une gestion stricte des lots. Cela permet d'éviter les nuances de couleur, les variations d'épaisseur et les écarts de densité qui affectent les installations à grande échelle.
Introduction : Le cauchemar du "patchwork
D'après mon expérience dans le secteur, il n'y a rien de pire pour un acheteur que de dérouler 10 000 pieds carrés de revêtement de sol en caoutchouc et de se rendre compte que les rouleaux de la semaine dernière ne correspondent pas à ceux d'aujourd'hui. C'est ce que nous appelons le "cauchemar du patchwork". Il crée un effet de damier où les différences d'ombrage, les écarts d'épaisseur ou les variations de densité donnent à un gymnase flambant neuf un aspect bon marché et non professionnel. L'incohérence n'est pas qu'un problème esthétique ; les variations d'épaisseur entraînent des risques de trébuchement et les défauts de densité provoquent une usure prématurée.
La cohérence n'est pas le fruit de la magie ou de la chance. Elle est le résultat d'un processus d'ingénierie rigoureux. En tant que fabricant, je traite chaque commande en vrac comme un projet scientifique. Nous devons contrôler les variables, de la composition chimique spécifique des pneus recyclés à la température ambiante des moules de polymérisation. Si une usine s'appuie sur un travail manuel et des mesures à vue de nez, vous obtiendrez des écarts. Si elle s'appuie sur un dosage automatisé et une gestion stricte des lots, vous obtiendrez un sol monolithique et professionnel. Cet article explique exactement comment nous parvenons à cette uniformité, afin que vous puissiez sélectionner vos fournisseurs en toute confiance.

Phase 1 : Contrôle des intrants (les "ingrédients du chef")
La cohérence commence par l'approvisionnement. Nous appliquons une "politique de source unique" pour les granulés de pneus afin de maintenir une base noire uniforme et nous tamisons rigoureusement les mailles afin de garantir une texture de surface et une densité identiques sur chaque rouleau.
De nombreux acheteurs pensent que le "caoutchouc noir" est simplement du caoutchouc noir. Dans le monde du SBR (caoutchouc styrène-butadiène) recyclé, c'est faux. Le SBR provient de pneus recyclés et les différentes marques de pneus utilisent différentes qualités de noir de carbone. Si une usine achète des granulés auprès de cinq usines de recyclage différentes pour faire des économies, un lot peut être "noir de jais" tandis que le suivant est "gris anthracite". Lorsque vous les mettez côte à côte, la différence est flagrante. Pour remédier à ce problème, j'adhère à une politique de source unique. Nous nous approvisionnons auprès d'un seul granulateur de confiance afin de garantir la stabilité de la couleur de base.
En outre, la taille des granulés est importante. Nous passons notre caoutchouc à travers des filtres à mailles. Si nous voulons obtenir un rouleau à surface lisse, nous avons besoin de granulés fins. Si la taille des mailles n'est pas homogène (mélange de poussière et de gros morceaux), la densité du sol change et la texture de la surface sera rugueuse à certains endroits et lisse à d'autres. Enfin, nous utilisons des liants PU transparents de haute qualité qui stabilisent la couleur. Comment les usines contrôlent-elles les odeurs dans la production de revêtements de sol en caoutchouc ?-en empêchant les réactions chimiques qui conduisent à l'effet "ambering" (jaunissement) commun aux colles bon marché.
Phase 2 : Le processus de mélange (pesage de précision)
Pour éviter l'effritement et les taches sèches, les fabricants doivent passer d'un contrôle manuel à l'œil nu à des systèmes de pesage contrôlés par ordinateur. Cela permet de garantir le rapport exact entre le caoutchouc et le liant (par exemple, 80/20) et de normaliser la durée du mélange pour l'enrobage total des granulés.
Dans les ateliers de petite taille ou primitifs, les travailleurs mélangent souvent le caoutchouc et la colle à la main ou utilisent des seaux pour mesurer le volume. Cette méthode est dangereuse pour la qualité. Si un ouvrier est fatigué un vendredi après-midi, il peut ajouter trop peu de liant. Le résultat est un sol qui a l'air bien au départ, mais qui commence à s'effriter et à se décoller (délaminage) sous l'effet d'un trafic piétonnier intense, parce que les granulés ne sont pas correctement collés.
Je m'appuie sur des systèmes de dosage automatisés. Nous programmons l'ordinateur avec une recette spécifique - par exemple, 80% de granulés de caoutchouc pour 20% de liant (en fonction des spécifications du produit). La machine pèse les intrants au gramme près. Au-delà du ratio, le durée du mélange est critique. Si le mélangeur s'arrête trop tôt, certains granulés restent "secs" (non enduits de colle). Ces zones sèches créent des points faibles dans le sol. Nos mélangeurs fonctionnent sur des minuteries afin de s'assurer que chaque granule est entièrement enrobé de liant avant même d'atteindre le moule.
Phase 3 : constance de la production (chaleur et pression)
Un durcissement uniforme nécessite un contrôle précis de la température sur l'ensemble du cylindre ou du moule afin d'éviter les zones molles. En outre, le maintien d'une pression égale du centre vers les bords garantit que la densité reste constante sur l'ensemble du matelas.
Les revêtements de sol en caoutchouc sont durcis par un processus impliquant la chaleur et la pression (vulcanisation). La principale difficulté réside dans la répartition de la chaleur. Qu'il s'agisse de fabriquer un grand cylindre (bille) de caoutchouc pour le dérouler en rouleaux ou de comprimer des dalles individuelles, la température doit être exactement la même au cœur et à la surface.
Si la chaleur est inégale, on obtient un durcissement différentiel. Il en résulte des "zones molles" sur le sol qui se bossellent facilement sous des haltères lourds, tandis que d'autres zones sont dures comme de la pierre. Pour contrôler ce phénomène, nous utilisons des éléments chauffants électriques ou à vapeur qui sont calibrés quotidiennement. De même, si la presse hydraulique exerce une pression plus forte au centre du moule que sur les bords, les carreaux s'useront de manière inégale. Nous utilisons des presses à fort tonnage dotées de plateaux à nivellement automatique afin de garantir que chaque centimètre carré du matériau reçoive la même force de compression.
Phase 4 : Précision dimensionnelle (la coupe)
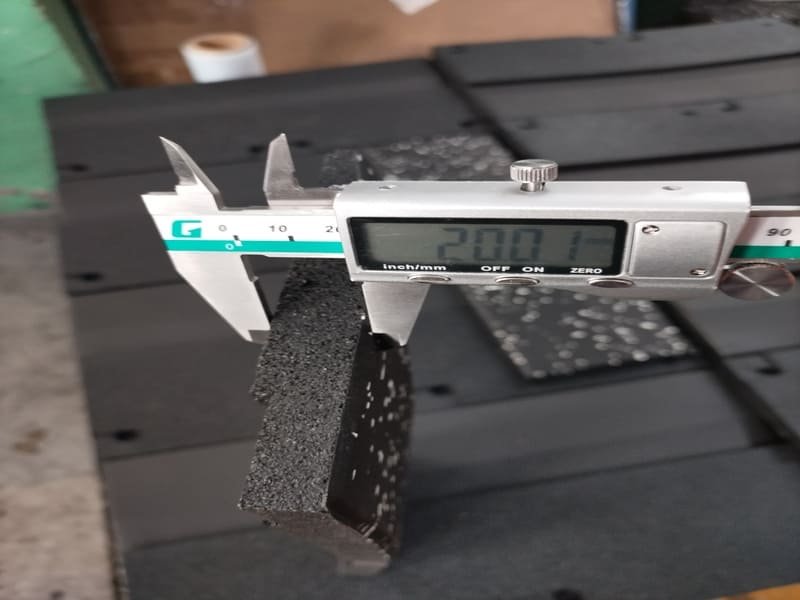
La précision de l'épaisseur est obtenue grâce à une technologie de découpage avancée qui "épluche" les cylindres de caoutchouc comme du placage avec des lames à tension contrôlée, en maintenant une tolérance de ±0,2 mm. Pour les carreaux, la découpe au jet d'eau ou à l'emporte-pièce assure des angles parfaits à 90 degrés pour un verrouillage sans faille.
Pour les revêtements de sol en caoutchouc laminé, nous fabriquons un grand cylindre de caoutchouc que nous "pelons" ensuite, un processus appelé "skiving". Le couteau doit être incroyablement aiguisé et maintenu sous une tension informatique constante. Si la lame vibre ou s'émousse, vous obtenez des variations d'épaisseur - des ondes dans le caoutchouc. Même une différence de 1 mm crée un risque de trébuchement à l'endroit où deux rouleaux se rencontrent. Nous maintenons une tolérance stricte, généralement de l'ordre de ±0,2 mm en fonction de l'épaisseur.
Pour les tuiles à emboîtement, le défi est d'ordre géométrique. Nous utilisons la découpe au jet d'eau ou la découpe à l'emporte-pièce de précision. Les angles doivent être exactement à 90 degrés. S'ils sont à 89 ou 91 degrés, vous verrez des interstices se former lorsque vous poserez le sol dans une grande pièce. Nous mesurons constamment l'"équerrage" de la coupe pour nous assurer que les joints disparaissent visuellement une fois posés.

Phase 5 : Le système "Batching" (essentiel pour les installateurs)
Les usines gèrent la cohérence en regroupant les productions en lots spécifiques et en étiquetant chaque rouleau avec un code d'identification et un code de date uniques. Les installateurs doivent donner la priorité à la pose de matériaux issus de la même séquence de lots afin d'éliminer les joints visibles - un détail critique qui figure souvent parmi les plus importants de l'industrie. ce que les acheteurs oublient souvent lorsqu'ils commandent des revêtements de sol pour salles de sport en vrac jusqu'à ce que l'installation commence.
Malgré tous nos efforts en matière d'ingénierie, de légères variations peuvent se produire sur de longues périodes en raison de facteurs environnementaux. Pour résoudre ce problème, nous utilisons un "système de lots". Chaque rouleau ou palette que nous expédions est étiqueté avec un numéro de lot et un code de date. Nous savons ainsi quels intrants ont été utilisés dans quel lot.
Lorsqu'il s'agit d'une commande importante, par exemple pour un gymnase commercial de 20 000 m², nous veillons à ce que l'ensemble de la commande provienne d'un cycle de production séquentiel. Nous ne mélangeons jamais un lot de janvier avec un lot de mars pour la même pièce. Pour vous (ou votre installateur), il s'agit d'une action concrète : installez toujours les rouleaux dans l'ordre séquentiel (par exemple, rouleau 001, 002, 003). N'installez pas le rouleau 001 à côté du rouleau 050. Cette stratégie constitue la dernière mesure de protection contre les ombres visuelles.
Que se passe-t-il lorsque les usines ignorent ces contrôles ?
Il est important de comprendre les conséquences du choix d'un fournisseur qui ne dispose pas de ces contrôles techniques. Les problèmes ci-dessous ne sont pas des erreurs d'installation, mais des défauts de production qui ne peuvent être corrigés une fois que le sol est collé.
| Enjeu | Cause | Le résultat |
|---|---|---|
| Bandes de couleur visible | L'incohérence de l'approvisionnement en matières premières (niveaux de carbone du SBR). | Le sol est "rayé" ou ressemble à un damier. |
| Épaisseur Lèvres | Mauvaise tension des lames de skiving ou lames émoussées. | Risques de trébuchement au niveau des coutures ; usure plus rapide sur les bords. |
| Effritement du bord | Dosage manuel (faible rapport de liant) ou temps de mélange court. | Le sol se désagrège dans les 6 à 12 mois. |
| Joints d'étanchéité | Découpe sans contrôle de précision à 90°. | La saleté s'accumule dans les interstices ; les dalles se déplacent pendant l'utilisation. |
Liste de contrôle de l'acheteur : Comment vérifier les allégations de cohérence de l'usine
En tant qu'acheteur, vous ne devez pas vous contenter de croire une usine sur parole. Vous devez vérifier son processus avant d'effectuer le virement. Voici une liste de questions à poser à votre fournisseur potentiel afin de déterminer s'il applique un processus d'ingénierie contrôlé ou s'il procède de manière informelle.
- "Verrouillez-vous les fournisseurs de matières premières pour le même projet ?" (Demandez s'ils peuvent vous garantir des granulés provenant d'une seule source pour votre commande en gros).
- "Pouvez-vous partager votre fiche technique sur les ratios du classeur ?" (Vérifier qu'il s'agit d'une recette standard, par exemple un classeur 18-20% pour la durabilité).
- "Quelle est votre tolérance en matière d'épaisseur ? (Les usines professionnelles proposent ±0,2 mm à ±0,3 mm).
- "Comment étiqueter et gérer les numéros de lots ? (Demandez à voir une photo de l'étiquette de leur rouleau).
- "Pouvez-vous nous fournir des photos 'Dry Lay' d'une récente commande en gros ? (Demandez-leur d'assembler des palettes au hasard dans l'usine pour prouver la cohérence des couleurs).
- "Que se passe-t-il si des lots différents présentent des ombres ? (Un bon fournisseur aura une politique de remplacement pour les défauts de fabrication).

Conclusion
L'uniformité des revêtements de sol en caoutchouc est coûteuse car elle nécessite de meilleures machines, des politiques strictes de rejet des matières premières et des tests qui prennent du temps. Cependant, c'est le seul moyen de garantir que votre installation ait un aspect professionnel et sûr.
Si vous évaluez actuellement des fournisseurs, ne vous contentez pas de comparer les prix. Demander un rapport de contrôle de qualité récent ou demandez une vidéo "Dry Lay" de votre commande spécifique avant qu'elle ne soit expédiée. Si vous avez besoin d'aide pour interpréter les spécifications techniques ou si vous voulez voir nos données de tolérance, n'hésitez pas à nous contacter pour une comparaison technique.
Bio de l'auteur
Je suis un spécialiste de la fabrication de revêtements de sol en caoutchouc et j'ai plus de dix ans d'expérience dans l'optimisation des lignes de production pour les commandes en gros. Mon expérience se concentre sur l'extrusion de polymères, la chimie des liants et le rapprochement entre l'ingénierie industrielle et les besoins pratiques des propriétaires de gymnases et des entrepreneurs. J'aide les clients à s'y retrouver dans les spécifications techniques pour s'assurer qu'ils obtiennent des solutions de revêtement de sol durables et cohérentes.