
Las fábricas controlan la consistencia mediante un riguroso proceso de ingeniería que incluye el bloqueo de materias primas de una sola fuente, la dosificación automatizada de aglutinantes, una presión de vulcanización uniforme y una estricta gestión de lotes. De este modo se evitan los matices de color, las variaciones de grosor y las discrepancias de densidad que afectan a las instalaciones a gran escala.
Introducción: La pesadilla del "patchwork
Basándome en mi experiencia en la industria, no hay nada peor para un comprador que desenrollar 10.000 pies cuadrados de suelo de caucho sólo para darse cuenta de que los rollos de la semana pasada no coinciden con los rollos de hoy. A esto lo llamamos la "pesadilla del patchwork". Crea un efecto de tablero de ajedrez en el que las diferencias de sombreado, las diferencias de grosor o las variaciones de densidad hacen que un gimnasio nuevo parezca barato y poco profesional. La incoherencia no es sólo un problema estético; las variaciones de grosor provocan peligros de tropiezo, y los defectos de densidad causan un desgaste prematuro.
La coherencia no es fruto de la magia ni de la suerte. Es el resultado de un riguroso proceso de ingeniería. Como fabricante, trato cada pedido a granel como un proyecto científico. Tenemos que controlar variables, desde la composición química específica de los neumáticos reciclados hasta la temperatura ambiente de los moldes de curado. Si una fábrica se basa en el trabajo manual y las mediciones "a ojo", habrá variaciones. Si se basa en la dosificación automatizada y la gestión estricta de lotes, obtendrá un suelo monolítico y profesional. En este artículo se explica exactamente cómo logramos esa uniformidad para que pueda examinar a sus proveedores con confianza.

Fase 1: Control de los insumos (los "ingredientes del chef")
La consistencia comienza con el abastecimiento. Aplicamos una "política de fuente única" para los gránulos de neumático con el fin de mantener una base negra uniforme y tamizamos rigurosamente los tamaños de malla para garantizar una textura superficial y una densidad idénticas en cada rollo.
Muchos compradores asumen que el "caucho negro" es sólo caucho negro. Sin embargo, en el mundo del SBR (caucho de estireno-butadieno) reciclado, esto es falso. El SBR procede de neumáticos reciclados, y las distintas marcas de neumáticos utilizan distintos grados de negro de humo. Si una fábrica compra gránulos de cinco plantas de reciclaje diferentes para ahorrar dinero, un lote puede ser "negro azabache" mientras que el siguiente es "gris carbón". Cuando los pones uno al lado del otro, la diferencia es evidente. Para solucionarlo, sigo una política de proveedor único. Compramos a un granulador de confianza para garantizar la estabilidad del color base.
Además, el tamaño del gránulo importa. Pasamos el caucho por filtros de malla. Si estamos fabricando un rodillo de superficie lisa, necesitamos gránulos finos. Si el tamaño de las mallas no es homogéneo -mezclando polvo con trozos grandes-, la densidad del suelo cambia y la textura de la superficie parecerá áspera en algunos puntos y lisa en otros. Por último, utilizamos aglutinantes de PU transparentes de alta calidad que estabilizan el color, un proceso estrechamente relacionado con cómo controlan las fábricas el olor en la producción de suelos de caucho-evitando las reacciones químicas que provocan el efecto "ambarino" (amarilleamiento) habitual en las colas baratas.
Fase 2: El proceso de mezcla (pesaje de precisión)
Para evitar el desmoronamiento y las manchas secas, los fabricantes deben pasar de la comprobación manual "a ojo" a sistemas de pesaje controlados por ordenador. Esto garantiza la proporción exacta de caucho y aglutinante (por ejemplo, 80/20) y estandariza la duración de la mezcla para el recubrimiento total del gránulo.
En los talleres pequeños o primitivos, los trabajadores suelen mezclar el caucho y la cola a mano o utilizar cubos para medir el volumen. Esto es peligroso para la calidad. Si un trabajador está cansado un viernes por la tarde, puede añadir demasiado poco aglutinante. El resultado es un suelo que parece estar bien al principio, pero que empieza a desmoronarse y desprenderse (delaminarse) con el tráfico peatonal intenso porque los gránulos no están bien adheridos.
Confío en los sistemas de dosificación automática. Programamos el ordenador con una receta específica, por ejemplo, 80% de gránulos de caucho por 20% de aglutinante (según las especificaciones del producto). La máquina pesa los insumos al gramo. Más allá de la proporción, el duración de la mezcla es fundamental. Si la mezcladora se detiene demasiado pronto, algunos gránulos quedan "secos" (sin recubrimiento de cola). Estos puntos secos crean puntos débiles en el suelo. Nuestras mezcladoras funcionan con temporizadores para garantizar que cada gránulo esté completamente encapsulado en aglutinante antes de llegar al molde.
Fase 3: Consistencia de la producción (calor y presión)
Un curado uniforme requiere un control preciso de la temperatura en todo el cilindro o molde para evitar puntos blandos. Además, mantener la misma presión desde el centro hacia los bordes garantiza que la densidad se mantenga constante en toda la esterilla.
Los suelos de caucho se curan mediante un proceso que implica calor y presión (vulcanización). El mayor reto es la distribución del calor. Tanto si estamos fabricando un gran cilindro (tronco) de caucho para pelarlo en rollos, como si estamos comprimiendo baldosas individuales, la temperatura debe ser exactamente la misma en el núcleo que en la superficie.
Si el calor es desigual, se obtiene un curado diferencial. Esto da lugar a "zonas blandas" en el suelo que se abollan fácilmente bajo pesadas mancuernas, mientras que otras zonas quedan duras como piedras. Para controlarlo, utilizamos elementos calefactores eléctricos o de vapor que se calibran a diario. Del mismo modo, si la prensa hidráulica aplica más presión en el centro del molde que en los bordes, las baldosas se desgastarán de forma desigual. Utilizamos prensas de alto tonelaje con pletinas autonivelantes para garantizar que cada centímetro cuadrado del material reciba la misma fuerza de compresión.
Fase 4: Precisión dimensional (el corte)
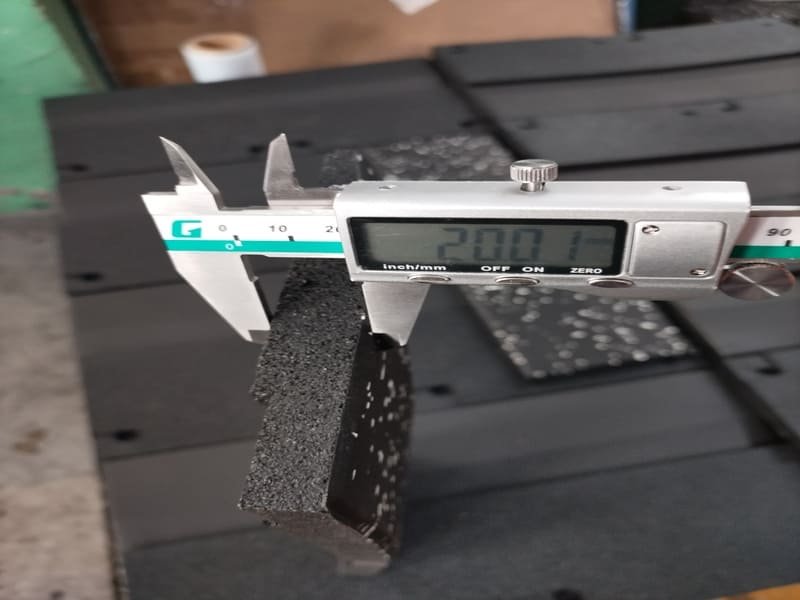
El grosor preciso se consigue mediante una avanzada tecnología de pelado que "pela" los cilindros de caucho como si fueran chapas con cuchillas de tensión controlada, manteniendo una tolerancia de ±0,2 mm. En el caso de las baldosas, el corte por chorro de agua o troquelado garantiza esquinas de 90 grados perfectas para un cierre sin juntas.
Para los suelos de caucho laminados, hacemos un gran cilindro de caucho y luego lo "pelamos", un proceso llamado skiving. La cuchilla debe estar increíblemente afilada y mantenerse bajo una tensión constante y computerizada. Si la cuchilla vibra o se desafila, se producen variaciones de grosor, es decir, ondas en el caucho. Incluso una diferencia de 1 mm crea un peligro de tropiezo donde se juntan dos rollos. Mantenemos una tolerancia estricta, que suele rondar los ±0,2 mm en función del grosor.
Para las baldosas entrelazadas, el reto es la geometría. Utilizamos corte por chorro de agua o troquelado de precisión. Las esquinas deben tener exactamente 90 grados. Si están a 89 o 91 grados, verá cómo se forman huecos al instalar el suelo en una habitación grande. Medimos constantemente la "cuadratura" del corte para asegurarnos de que las juntas desaparecen visualmente una vez instaladas.

Fase 5: El sistema de "lotes" (fundamental para los instaladores)
Las fábricas gestionan la coherencia agrupando las tiradas de producción en lotes específicos y etiquetando cada rollo con una identificación y un código de fecha exclusivos. Los instaladores deben priorizar la colocación de materiales de la misma secuencia de lotes para eliminar las costuras visibles, un detalle crítico que suele estar entre lo que los compradores suelen pasar por alto al encargar suelos de gimnasio al por mayor hasta que comience la instalación.
A pesar de nuestros mejores esfuerzos en ingeniería, pueden producirse ligeras variaciones a lo largo de periodos prolongados debido a factores ambientales. Para solucionarlo, utilizamos un "Sistema de Lotes". Cada rollo o palé que enviamos se etiqueta con un ID de lote y un código de fecha. Hacemos un seguimiento de qué insumos entraron en cada lote.
Cuando realizamos un pedido grande -por ejemplo, para un gimnasio comercial de 20.000 pies cuadrados- nos aseguramos de que todo el pedido proceda de una serie de producción secuencial. Nunca mezclamos un lote de enero con un lote de marzo para la misma sala. Para usted (o su instalador), esto es práctico: instale siempre los rollos en orden secuencial (por ejemplo, rollo 001, 002, 003). No instale el rollo 001 junto al rollo 050. Esta estrategia es la última salvaguarda contra el sombreado visual.
¿Qué ocurre cuando las fábricas se saltan estos controles?
Es importante comprender las consecuencias de elegir un proveedor que carezca de estos controles de ingeniería. Los problemas que se exponen a continuación no son errores de instalación, sino fallos de producción que no pueden solucionarse una vez encolado el suelo.
| Edición | Causa | El resultado |
|---|---|---|
| Bandas de color visibles | Abastecimiento incoherente de materias primas (niveles de carbono SBR). | El suelo parece "rayado" o como un tablero de ajedrez. |
| Grosor Labios | Tensión deficiente de la cuchilla o cuchillas desafiladas. | Peligro de tropiezo en las costuras; desgaste más rápido en los bordes. |
| Desmoronamiento del borde | Dosificación manual (baja proporción de aglutinante) o tiempo de mezcla corto. | El suelo se desintegra en 6-12 meses. |
| Costuras de separación | Troquelado sin control de precisión a 90°. | La suciedad se acumula en los huecos; las baldosas se desplazan durante el uso. |
Lista de comprobación para el comprador: Cómo verificar las declaraciones de consistencia de la fábrica
Como comprador, no debe fiarse de la palabra de la fábrica. Debe verificar su proceso antes de transferir el depósito. He aquí una lista de preguntas que debe hacer a su proveedor potencial para determinar si está llevando a cabo un proceso de ingeniería controlado o una operación suelta.
- "¿Se bloquean los proveedores de materias primas para un mismo proyecto?" (Pregunte si pueden garantizarle gránulos de un único proveedor para su pedido a granel).
- "¿Puedes compartir tu hoja de especificaciones de la relación de carpetas?" (Compruebe que tienen una receta estándar, por ejemplo, carpeta 18-20% para mayor durabilidad).
- "¿Cuál es su tolerancia de espesor?" (Las fábricas profesionales ofrecerán entre ±0,2 mm y ±0,3 mm).
- "¿Cómo se etiquetan y gestionan los números de lote?" (Pida ver una foto de la etiqueta de su rollo).
- "¿Puede facilitarnos fotos de 'Colocación en seco' de un pedido reciente a granel?" (Pídales que monten palés aleatorios en la fábrica para demostrar la coherencia del color).
- "¿Qué ocurre si diferentes lotes muestran sombreado?" (Un buen proveedor tendrá una política de sustitución por defectos de fabricación).

Conclusión
La consistencia en los suelos de caucho es cara porque requiere mejores máquinas, políticas estrictas de rechazo de materias primas y pruebas que llevan mucho tiempo. Sin embargo, es la única forma de garantizar que sus instalaciones tengan un aspecto profesional y seguro.
Si está evaluando proveedores, no se limite a comparar precios. Solicite un informe de control de calidad reciente o solicite un vídeo "Dry Lay" de su pedido específico antes de que se envíe. Si necesita ayuda para interpretar las especificaciones técnicas o desea ver nuestros datos de tolerancia, no dude en ponerse en contacto con nosotros para realizar una comparación técnica.
Biografía del autor
Soy un especialista en la fabricación de suelos de caucho con más de una década de experiencia en la optimización de líneas de producción para pedidos a granel. Mi formación se centra en la extrusión de polímeros, la química de los aglutinantes y la reducción de la brecha entre la ingeniería de fábrica y las necesidades prácticas de los propietarios y contratistas de gimnasios. Ayudo a los clientes a navegar por las especificaciones técnicas para garantizar que obtienen soluciones de suelos duraderas y consistentes.