
Die Fabriken kontrollieren die Konsistenz durch ein strenges technisches Verfahren, bei dem die Rohstoffe aus einer Hand stammen, die Bindemittel automatisch dosiert werden, der Vulkanisationsdruck einheitlich ist und die Chargen streng verwaltet werden. Dadurch werden Farbschattierungen, Dickenschwankungen und Dichtediskrepanzen, die bei Großanlagen auftreten, vermieden.
Einleitung: Der "Patchwork"-Albtraum
Nach meiner Erfahrung in der Branche gibt es nichts Schlimmeres für einen Käufer, als 10.000 Quadratmeter Gummibodenbelag auszurollen, nur um festzustellen, dass die Rollen von letzter Woche nicht mit den Rollen von heute übereinstimmen. Wir nennen das den "Patchwork-Albtraum". Es entsteht ein Schachbretteffekt, bei dem Schattierungsunterschiede, Dickenunterschiede oder Dichtevariationen ein brandneues Fitnessstudio billig und unprofessionell aussehen lassen. Uneinheitlichkeit ist nicht nur ein ästhetisches Problem; Dickenunterschiede führen zu Stolperfallen, und Dichtefehler verursachen vorzeitigen Verschleiß und Abnutzung.
Konsistenz entsteht nicht durch Magie oder Glück. Sie ist das Ergebnis eines strengen technischen Prozesses. Als Hersteller behandle ich jeden Großauftrag wie ein wissenschaftliches Projekt. Wir müssen Variablen kontrollieren - von der spezifischen chemischen Zusammensetzung der recycelten Reifen bis hin zur Umgebungstemperatur der Aushärteformen. Wenn sich eine Fabrik auf manuelle Arbeit und Messungen nach Augenmaß" verlässt, wird es Abweichungen geben. Verlassen sie sich auf automatische Dosierung und striktes Chargenmanagement, erhalten Sie einen monolithischen, professionellen Boden. In diesem Artikel wird genau beschrieben, wie wir diese Einheitlichkeit erreichen, so dass Sie Ihre Lieferanten vertrauensvoll prüfen können.

Phase 1: Input-Kontrolle (Die "Zutaten des Kochs")
Konsistenz beginnt bei der Beschaffung. Wir setzen eine "Single-Source-Politik" für Reifengranulat durch, um eine einheitliche schwarze Basis zu erhalten, und sieben streng die Maschengrößen, um eine identische Oberflächentextur und Dichte bei jeder Rolle zu gewährleisten.
Viele Käufer gehen davon aus, dass "schwarzer Gummi" einfach nur schwarzer Gummi ist. In der Welt des recycelten SBR (Styrol-Butadien-Kautschuk) ist dies jedoch falsch. SBR wird aus recycelten Reifen hergestellt, und verschiedene Reifenmarken verwenden unterschiedliche Carbon Black-Qualitäten. Wenn eine Fabrik aus Kostengründen Granulat von fünf verschiedenen Recyclingbetrieben kauft, kann eine Charge "tiefschwarz" sein, während die nächste "kohlegrau" ist. Wenn man sie nebeneinander legt, ist der Unterschied eklatant. Um dieses Problem zu lösen, verfolge ich eine Politik der einzigen Bezugsquelle. Wir kaufen von einem vertrauenswürdigen Granulierer, um sicherzustellen, dass die Grundfarbe stabil bleibt.
Außerdem kommt es auf die Größe des Granulats an. Wir lassen unseren Kautschuk durch Maschenfilter laufen. Wenn wir eine Rolle mit glatter Oberfläche herstellen wollen, brauchen wir feines Granulat. Wenn die Maschenweite uneinheitlich ist und sich Staub mit großen Brocken vermischt, ändert sich die Dichte des Bodens, und die Oberflächenstruktur sieht an manchen Stellen rau und an anderen glatt aus. Schließlich verwenden wir hochwertige, klare PU-Bindemittel, die die Farbe stabilisieren - ein Prozess, der eng mit der wie Fabriken den Geruch bei der Herstellung von Gummibodenbelägen kontrollieren-... indem er die chemischen Reaktionen verhindert, die zu dem bei billigen Klebern üblichen "Bernsteineffekt" (Vergilben) führen.
Phase 2: Der Mischprozess (Präzisionswägen)
Um Bröckeln und trockene Stellen zu vermeiden, müssen die Hersteller von der manuellen "Augenwischerei" zu computergesteuerten Wiegesystemen übergehen. Dies garantiert das exakte Verhältnis von Gummi zu Bindemittel (z. B. 80/20) und standardisiert die Mischdauer für die gesamte Granulatbeschichtung.
In kleinen oder primitiven Werkstätten mischen die Arbeiter Gummi und Klebstoff oft von Hand oder verwenden Eimer, um das Volumen zu messen. Das ist eine Gefahr für die Qualität. Wenn ein Arbeiter an einem Freitagnachmittag müde ist, kann er zu wenig Bindemittel hinzufügen. Das Ergebnis ist ein Boden, der anfangs gut aussieht, aber bei starker Beanspruchung abbröckelt und sich ablöst (delaminiert), weil die Körner nicht richtig miteinander verbunden sind.
Ich verlasse mich auf automatische Dosiersysteme. Wir programmieren den Computer mit einer bestimmten Rezeptur - zum Beispiel 80% Gummigranulat zu 20% Bindemittel (je nach Produktspezifikation). Die Maschine wiegt die Zutaten grammgenau ab. Über das Verhältnis hinaus ist die Mischdauer ist kritisch. Wenn der Mischer zu früh stoppt, bleiben einige Körner "trocken" (nicht mit Klebstoff beschichtet). Diese trockenen Stellen bilden Schwachstellen im Boden. Unsere Mischer laufen mit Zeitschaltuhren, um sicherzustellen, dass jedes einzelne Granulat vollständig mit Bindemittel umhüllt ist, bevor es die Form erreicht.
Phase 3: Produktionskonsistenz (Hitze und Druck)
Eine gleichmäßige Aushärtung erfordert eine präzise Temperaturkontrolle über den gesamten Zylinder oder die Form, um weiche Stellen zu vermeiden. Außerdem wird durch die Aufrechterhaltung eines gleichmäßigen Drucks von der Mitte bis zu den Rändern sichergestellt, dass die Dichte in der gesamten Matte konstant bleibt.
Die Aushärtung von Kautschukbodenbelägen erfolgt durch einen Prozess, bei dem Hitze und Druck zum Einsatz kommen (Vulkanisierung). Die größte Herausforderung ist dabei die Wärmeverteilung. Ganz gleich, ob wir einen großen Zylinder (Block) aus Gummi herstellen, um ihn zu Rollen zu schälen, oder ob wir einzelne Fliesen komprimieren, die Temperatur muss im Kern genau die gleiche sein wie an der Oberfläche.
Wenn die Hitze ungleichmäßig ist, kommt es zu einer unterschiedlichen Aushärtung. Das Ergebnis sind "weiche Stellen" auf dem Boden, die unter schweren Hanteln leicht eindellen, während andere Bereiche steinhart sind. Um dies zu kontrollieren, verwenden wir Dampf oder elektrische Heizelemente, die täglich kalibriert werden. Wenn die hydraulische Presse mehr Druck auf die Mitte der Form ausübt als auf die Ränder, nutzen sich die Fliesen ungleichmäßig ab. Wir verwenden Pressen mit hoher Tonnage und selbstnivellierenden Platten, um sicherzustellen, dass auf jeden Quadratzentimeter des Materials die gleiche Druckkraft ausgeübt wird.
Phase 4: Maßgenauigkeit (Der Schnitt)
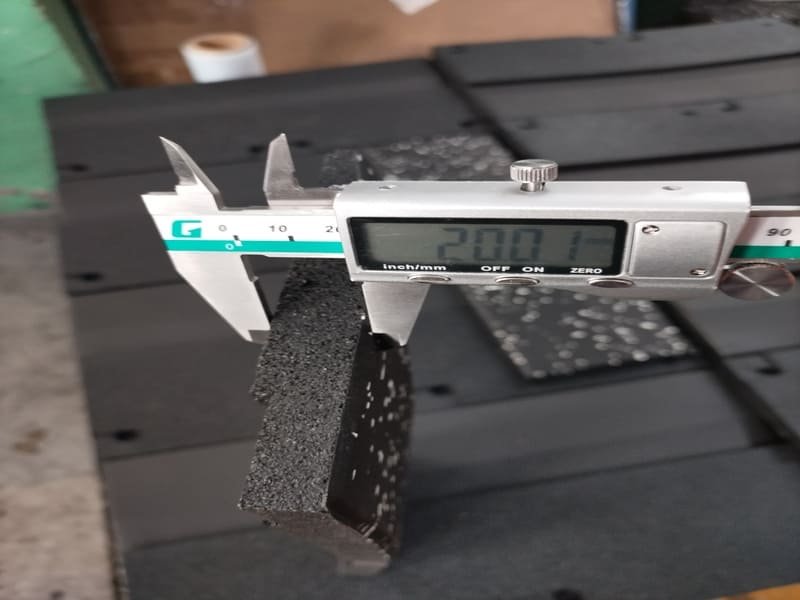
Die genaue Dicke wird durch eine fortschrittliche Schältechnologie erreicht, bei der Gummizylinder wie Furnier mit spannungsgesteuerten Messern "geschält" werden, wobei eine Toleranz von ±0,2 mm eingehalten wird. Bei Fliesen gewährleistet das Wasserstrahl- oder Stanzverfahren perfekte 90-Grad-Ecken für eine nahtlose Verriegelung.
Für gewalzte Gummiböden stellen wir einen großen Zylinder aus Gummi her und "schälen" ihn dann, ein Verfahren, das als Schälen bezeichnet wird. Das Messer muss unglaublich scharf sein und unter konstanter, computergesteuerter Spannung gehalten werden. Wenn das Messer vibriert oder stumpf wird, entstehen Dickenunterschiede - Wellen im Gummi. Selbst ein Unterschied von 1 mm kann an der Stelle, an der zwei Rollen aufeinandertreffen, zu einer Stolperfalle werden. Wir halten eine strenge Toleranz ein, die je nach Dicke normalerweise bei ±0,2 mm liegt.
Bei Falzziegeln besteht die Herausforderung in der Geometrie. Wir verwenden Wasserstrahlschneiden oder Präzisionsstanzungen. Die Ecken müssen genau 90 Grad betragen. Wenn sie 89 oder 91 Grad betragen, entstehen beim Verlegen des Bodens in einem großen Raum Fugen. Wir messen ständig die Rechtwinkligkeit des Schnitts, um sicherzustellen, dass die Nähte nach der Verlegung nicht mehr sichtbar sind.

Phase 5: Das "Batching"-System (wichtig für Installateure)
Die Fabriken sorgen für Konsistenz, indem sie die Produktionsläufe zu bestimmten Chargen zusammenfassen und jede Rolle mit einer eindeutigen ID und einem Datumscode kennzeichnen. Die Verleger müssen die Materialien aus der gleichen Chargenfolge vorrangig verlegen, um sichtbare Nähte zu vermeiden - ein kritisches Detail, das oft zu den was Käufer oft übersehen, wenn sie Turnhallenböden in großen Mengen bestellen bis zum Beginn der Installation.
Trotz unserer Bemühungen in der Technik können über lange Zeiträume hinweg aufgrund von Umwelteinflüssen geringfügige Abweichungen auftreten. Um dieses Problem zu lösen, verwenden wir ein "Batching-System". Jede Rolle oder Palette, die wir versenden, wird mit einer Chargen-ID und einem Datumscode versehen. So können wir nachvollziehen, welche Rohstoffe in welche Charge eingeflossen sind.
Bei der Erfüllung eines Großauftrags - z. B. für ein 20.000 Quadratmeter großes Fitnessstudio - stellen wir sicher, dass der gesamte Auftrag aus einer aufeinander folgenden Produktion stammt. Wir mischen niemals eine Charge vom Januar mit einer Charge vom März für denselben Raum. Für Sie (oder Ihren Installateur) bedeutet das: Verlegen Sie die Rollen immer in der richtigen Reihenfolge (z. B. Rolle 001, 002, 003). Installieren Sie Rolle 001 nicht neben Rolle 050. Diese Strategie ist der letzte Schutz vor visueller Verschattung.
Was passiert, wenn Fabriken diese Kontrollen überspringen?
Es ist wichtig, die Folgen der Wahl eines Lieferanten zu verstehen, der diese technischen Kontrollen nicht durchführt. Bei den folgenden Problemen handelt es sich nicht um Verlegefehler, sondern um Produktionsfehler, die nicht mehr behoben werden können, sobald der Boden verklebt ist.
| Ausgabe | Ursache | Das Ergebnis |
|---|---|---|
| Sichtbare Farbbänder | Uneinheitliche Beschaffung von Rohstoffen (SBR-Kohlenstoffgehalt). | Der Boden sieht "gestreift" oder wie ein Schachbrettmuster aus. |
| Dicke der Lippen | Schlechte Spannung der Schälmesser oder stumpfe Messer. | Stolperfallen an den Nähten; schnellere Abnutzung an den Kanten. |
| Kante bröckelt | Manuelle Dosierung (niedriges Bindemittelverhältnis) oder kurze Mischzeit. | Der Boden zersetzt sich innerhalb von 6-12 Monaten. |
| Lückenhafte Nähte | Stanzen ohne 90°-Präzisionskontrolle. | In den Fugen sammelt sich Schmutz; die Fliesen verschieben sich bei der Benutzung. |
Checkliste für Einkäufer: Wie man die Angaben zur Konsistenz im Werk überprüft
Als Käufer sollten Sie sich nicht einfach auf das Wort des Herstellers verlassen. Sie müssen den Prozess überprüfen, bevor Sie die Anzahlung überweisen. Im Folgenden finden Sie eine Checkliste mit Fragen, die Sie Ihrem potenziellen Lieferanten stellen sollten, um festzustellen, ob es sich um einen kontrollierten technischen Prozess oder um einen lockeren Betrieb handelt.
- "Sperren Sie Rohstofflieferanten für dasselbe Projekt?" (Fragen Sie, ob sie für Ihre Großbestellung Granulat aus einer einzigen Quelle garantieren können).
- "Können Sie uns Ihr Datenblatt für das Bindeverhältnis mitteilen?" (Vergewissern Sie sich, dass sie ein Standardrezept haben, z. B. 18-20% Bindemittel für Haltbarkeit).
- "Wie hoch ist Ihre Dickentoleranz?" (Professionelle Fabriken bieten ±0,2 mm bis ±0,3 mm an).
- "Wie werden die Chargennummern gekennzeichnet und verwaltet?" (Bitten Sie um ein Bild des Rollenetiketts).
- "Können Sie Fotos von einer aktuellen Großbestellung zur Verfügung stellen?" (Bitten Sie sie, beliebige Paletten in der Fabrik zusammenzustellen, um die Farbkonsistenz zu prüfen).
- "Was passiert, wenn verschiedene Chargen Schattierungen aufweisen?" (Ein guter Lieferant hat eine Ersatzpolitik für Herstellungsfehler).

Schlussfolgerung
Einheitliche Gummibodenbeläge sind teuer, denn sie erfordern bessere Maschinen, strenge Richtlinien für die Zurückweisung von Rohstoffen und zeitaufwändige Tests. Dies ist jedoch der einzige Weg, um sicherzustellen, dass Ihre Einrichtung professionell und sicher aussieht.
Wenn Sie derzeit Anbieter evaluieren, sollten Sie nicht nur die Preise vergleichen. Fragen Sie nach einem aktuellen QC-Bericht oder fordern Sie ein "Dry Lay"-Video Ihrer spezifischen Bestellung an, bevor diese versandt wird. Wenn Sie Hilfe bei der Interpretation der technischen Daten benötigen oder unsere Toleranzdaten einsehen möchten, können Sie sich gerne für einen technischen Vergleich an uns wenden.
Autor Bio
Ich bin Spezialist für die Herstellung von Gummibodenbelägen und verfüge über mehr als ein Jahrzehnt Erfahrung in der Optimierung von Produktionslinien für Großaufträge. Mein Hintergrund konzentriert sich auf die Polymerextrusion, die Bindemittelchemie und die Überbrückung der Kluft zwischen der Fabriktechnik und den praktischen Anforderungen von Fitnessstudiobesitzern und Bauunternehmern. Ich helfe meinen Kunden bei der Erstellung technischer Spezifikationen, um sicherzustellen, dass sie langlebige, konsistente Bodenbelagslösungen erhalten.