
Заводы контролируют однородность продукции благодаря тщательному технологическому процессу, включающему блокировку сырья из одного источника, автоматическое дозирование связующего, равномерное давление вулканизации и строгое управление партиями. Это предотвращает изменение цвета, толщины и плотности, которые являются проблемой для крупных объектов.
Введение: Кошмар "лоскутного шитья"
Исходя из моего опыта работы в отрасли, для покупателя нет ничего хуже, чем разворачивать 10 000 квадратных футов резинового напольного покрытия и осознавать, что рулоны с прошлой недели не соответствуют рулонам с сегодняшней. Мы называем это "лоскутным кошмаром". Это создает эффект "шашечной доски", когда различия в оттенках, толщине или плотности заставляют совершенно новый спортивный зал выглядеть дешево и непрофессионально. Несоответствие - это не только эстетическая проблема: перепады толщины приводят к опасности споткнуться, а недостатки плотности - к преждевременному износу.
Последовательность не возникает по мановению волшебной палочки или удачи. Это результат тщательного инженерного процесса. Как производитель, я отношусь к каждому оптовому заказу как к научному проекту. Мы должны контролировать переменные - от специфического химического состава переработанных шин до температуры окружающей среды в формах для вулканизации. Если завод полагается на ручной труд и измерения "на глазок", вы получите расхождения. Если же они полагаются на автоматизированное дозирование и строгое управление партиями, вы получите монолитный, профессиональный пол. В этой статье рассказывается о том, как именно мы добиваемся такого единообразия, чтобы вы могли с уверенностью проверять своих поставщиков.

Этап 1: Входной контроль ("Ингредиенты шеф-повара")
Последовательность начинается со снабжения. Мы придерживаемся политики "единственного источника" для шинного гранулята, чтобы сохранить однородную черную основу, и тщательно просеиваем ячейки, чтобы обеспечить идентичную текстуру поверхности и плотность в каждом рулоне.
Многие покупатели полагают, что "черная резина" - это просто черная резина. Однако в мире переработанного SBR (стирол-бутадиенового каучука) это неверно. SBR получают из переработанных шин, а разные шинные бренды используют разные сорта технического углерода. Если завод в целях экономии закупает гранулы на пяти разных заводах по переработке, одна партия может быть "реактивно черной", а другая - "угольно серой". Когда вы кладете их рядом, разница бросается в глаза. Чтобы исправить ситуацию, я придерживаюсь политики единого источника. Мы закупаем гранулы у одного проверенного производителя, чтобы обеспечить стабильность базового цвета.
Кроме того, размер гранул имеет значение. Мы пропускаем нашу резину через сетчатые фильтры. Если мы делаем валик с гладкой поверхностью, нам нужны мелкие гранулы. Если размер ячеек не совпадает - пыль смешивается с крупными кусками, - плотность пола меняется, и фактура поверхности в одних местах будет выглядеть грубой, а в других - гладкой. Наконец, мы используем высококачественные прозрачные полиуретановые связующие, которые стабилизируют цвет - процесс, тесно связанный с как заводы контролируют запах при производстве резиновых напольных покрытий-предотвращая химические реакции, которые приводят к эффекту "амбре" (пожелтению), характерному для дешевых клеев.
Этап 2: Процесс смешивания (точное взвешивание)
Чтобы предотвратить образование крошек и сухих пятен, производители должны перейти от ручного взвешивания к системам взвешивания с компьютерным управлением. Это гарантирует точное соотношение каучука и связующего (например, 80/20) и стандартизирует продолжительность смешивания для полного покрытия гранул.
В маленьких или примитивных мастерских рабочие часто смешивают резину и клей вручную или используют ведра для измерения объема. Это опасно для качества. Если рабочий устал в пятницу днем, он может добавить слишком мало связующего вещества. В результате получается пол, который сначала выглядит хорошо, но при интенсивном движении начинает крошиться и расслаиваться (расслаиваться), потому что гранулы скреплены неправильно.
Я полагаюсь на автоматические системы дозирования. Мы программируем компьютер на определенный рецепт - например, 80% резиновых гранул на 20% связующего (в зависимости от спецификации продукта). Машина взвешивает исходные материалы с точностью до грамма. Помимо соотношения продолжительность смешивания имеет решающее значение. Если миксер останавливается слишком рано, некоторые гранулы остаются "сухими" (не покрытыми клеем). Эти сухие участки создают слабые места в полу. Наши смесители работают по таймеру, чтобы каждая гранула была полностью покрыта связующим веществом еще до того, как она попадет в форму.
Фаза 3: Постоянство производства (тепло и давление)
Равномерное отверждение требует точного контроля температуры по всему цилиндру или форме для предотвращения образования мягких участков. Кроме того, поддержание одинакового давления от центра к краям обеспечивает постоянную плотность по всему коврику.
Резиновые напольные покрытия отверждаются в процессе, включающем тепло и давление (вулканизация). Самая большая проблема здесь - распределение тепла. Независимо от того, изготавливаем ли мы большой цилиндр (бревно) из резины, чтобы затем раскатать его в рулоны, или сжимаем отдельные плитки, температура в сердцевине должна быть точно такой же, как и на поверхности.
Если нагрев происходит неравномерно, вы получаете дифференцированное отверждение. В результате на полу образуются "мягкие места", которые легко вмять под тяжелыми гантелями, в то время как другие участки становятся твердыми. Для борьбы с этим мы используем паровые или электрические нагревательные элементы, которые ежедневно калибруются. Аналогично, если гидравлический пресс оказывает большее давление на центр формы, чем на края, плитка будет изнашиваться неравномерно. Мы используем высокотоннажные прессы с самовыравнивающимися плитами, чтобы каждый квадратный дюйм материала получал одинаковое усилие сжатия.
Этап 4: Точность размеров (Разрез)
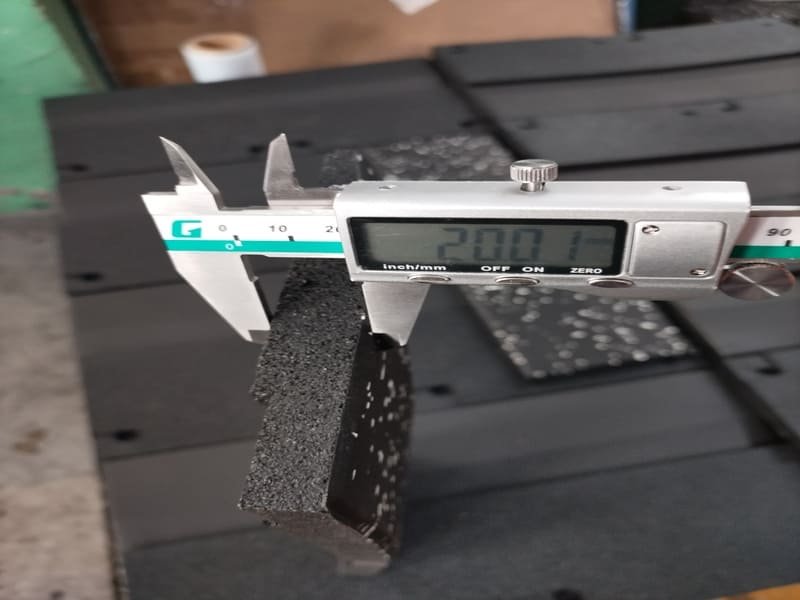
Точная толщина достигается за счет передовой технологии обрезки, которая "отслаивает" резиновые цилиндры, как шпон, с помощью ножей с регулируемым натяжением, соблюдая допуск ±0,2 мм. Для плитки гидроабразивная или штамповочная резка обеспечивает идеальные 90-градусные углы для бесшовной стыковки.
Для изготовления рулонных резиновых полов мы делаем большой цилиндр из резины, а затем "снимаем" с него кожуру - этот процесс называется скивинг. Нож должен быть невероятно острым и находиться в постоянном компьютерном напряжении. Если нож вибрирует или затупляется, вы получаете колебания толщины - волны в резине. Даже разница в 1 мм создает опасность спотыкания в местах стыковки двух рулонов. Мы соблюдаем строгий допуск, обычно около ±0,2 мм в зависимости от толщины.
При изготовлении взаимосвязанных плиток сложность заключается в геометрии. Мы используем гидроабразивную резку или точную штамповку. Углы должны составлять ровно 90 градусов. Если они составляют 89 или 91 градус, то при укладке пола в большой комнате образуются зазоры. Мы постоянно измеряем "квадратность" среза, чтобы швы визуально исчезали после укладки.

Этап 5: Система "Пакетирования" (очень важно для монтажников)
Фабрики обеспечивают согласованность, объединяя производственные партии в определенные партии, маркируя каждый рулон уникальным идентификатором и кодом даты. Монтажники должны в приоритетном порядке укладывать материалы из одной и той же партии, чтобы исключить видимые швы - критически важную деталь, которая часто оказывается в числе Что часто упускают покупатели при заказе напольных покрытий для тренажерного зала оптом пока не начнется установка.
Несмотря на все наши усилия по проектированию, в течение длительного времени под воздействием внешних факторов могут возникать незначительные отклонения. Чтобы решить эту проблему, мы используем "систему комплектации". Каждый рулон или паллет, который мы отгружаем, маркируется идентификатором партии и кодом даты. Мы отслеживаем, какие материалы вошли в ту или иную партию.
При выполнении крупного заказа - например, для коммерческого спортзала площадью 20 000 кв. футов - мы гарантируем, что весь заказ будет изготовлен из последовательной партии. Мы никогда не смешиваем партию января с партией марта для одного и того же помещения. Для вас (или вашего инсталлятора) это практическое руководство: всегда устанавливайте рулоны в последовательном порядке (например, рулон 001, 002, 003). Не устанавливайте рулон 001 рядом с рулоном 050. Эта стратегия является последней защитой от визуального затенения.
Что происходит, когда фабрики пропускают эти меры контроля?
Важно понимать последствия выбора поставщика, у которого отсутствуют эти средства инженерного контроля. Приведенные ниже проблемы не являются ошибками при укладке; это производственные неполадки, которые невозможно исправить после того, как пол будет приклеен.
| Выпуск | Причина | Результат |
|---|---|---|
| Видимые цветные полосы | Несоответствующее сырьевое обеспечение (уровень углерода в SBR). | Пол выглядит "полосатым" или похожим на шашечную доску. |
| Толщина Губы | Плохое натяжение ножей для скалывания или затупившиеся ножи. | Опасность спотыкания на швах; ускоренный износ краев. |
| Осыпание краев | Ручное дозирование (низкое соотношение связующего) или короткое время смешивания. | Пол разрушается в течение 6-12 месяцев. |
| Заполнение швов | Высечка без проверки точности на 90°. | В зазорах скапливается грязь; плитки смещаются во время эксплуатации. |
Контрольный список покупателя: Как проверить заявления фабрики о соответствии
Как покупатель, вы не должны просто верить фабрике на слово. Прежде чем перечислять задаток, необходимо проверить технологический процесс. Вот контрольный список вопросов, которые следует задать потенциальному поставщику, чтобы определить, контролируется ли у него технологический процесс или он работает вхолостую.
- "Вы блокируете поставщиков сырья для одного и того же проекта?" (Спросите, могут ли они гарантировать гранулы из одного источника для вашего оптового заказа).
- "Не могли бы вы поделиться своим пакетом спецификаций?" (Убедитесь, что у них стандартный рецепт, например, переплет 18-20% для долговечности).
- "Какова ваша допустимая толщина?" (Профессиональные фабрики предлагают от ±0,2 мм до ±0,3 мм).
- "Как вы маркируете и управляете номерами партий?" (Попросите показать фотографию этикетки их рулона).
- "Можете ли вы предоставить фотографии "сухого слоя" из недавнего оптового заказа?" (Попросите их собрать случайные паллеты на заводе, чтобы доказать соответствие цветов).
- "Что произойдет, если в разных партиях появятся оттенки?" (У хорошего поставщика есть политика замены в случае производственного брака).

Заключение
Постоянство в производстве резиновых напольных покрытий стоит дорого, поскольку требует более совершенного оборудования, строгой политики отбраковки сырья и трудоемких испытаний. Однако это единственный способ обеспечить профессиональный и безопасный вид вашего предприятия.
Если вы сейчас оцениваете поставщиков, не просто сравнивайте цены. Попросите предоставить последний отчет о контроле качества или запросите видеоролик "сухой укладки" вашего конкретного заказа до его отправки. Если вам нужна помощь в интерпретации технических спецификаций или вы хотите ознакомиться с нашими данными о допуске, обращайтесь за техническим сравнением.
Био автора
Я специалист по производству резиновых напольных покрытий с более чем десятилетним опытом оптимизации производственных линий для оптовых заказов. Мой опыт связан с экструзией полимеров, химией связующих веществ и преодолением разрыва между заводскими разработками и практическими потребностями владельцев спортивных залов и подрядчиков. Я помогаю клиентам ориентироваться в технических спецификациях, чтобы обеспечить им долговечные и надежные решения для напольных покрытий.