
Pabrik mengontrol konsistensi melalui proses rekayasa yang ketat yang melibatkan penguncian bahan baku sumber tunggal, dosis pengikat otomatis, tekanan vulkanisasi yang seragam, dan manajemen batch yang ketat. Hal ini mencegah bayangan warna, variasi ketebalan, dan ketidaksesuaian densitas yang mengganggu instalasi skala besar.
Pendahuluan: Mimpi Buruk "Tambal Sulam"
Berdasarkan pengalaman saya di industri ini, tidak ada yang lebih buruk bagi pembeli daripada membuka gulungan lantai karet seluas 10.000 kaki persegi hanya untuk menyadari bahwa gulungan dari minggu lalu tidak sesuai dengan gulungan hari ini. Kami menyebutnya sebagai "Mimpi Buruk Tambal Sulam". Hal ini menciptakan efek kotak-kotak di mana perbedaan bayangan, kesenjangan ketebalan, atau variasi kepadatan membuat gym baru terlihat murahan dan tidak profesional. Ketidakkonsistenan bukan hanya masalah estetika; variasi ketebalan menyebabkan bahaya tersandung, dan kekurangan kepadatan menyebabkan keausan dini.
Konsistensi tidak terjadi karena keajaiban atau keberuntungan. Ini adalah hasil dari proses rekayasa yang ketat. Sebagai produsen, saya memperlakukan setiap pesanan dalam jumlah besar sebagai proyek sains. Kami harus mengontrol variabel-dari komposisi kimia tertentu dari ban daur ulang hingga suhu sekitar cetakan pengawetan. Jika sebuah pabrik mengandalkan tenaga kerja manual dan pengukuran "eye-balling", Anda akan mendapatkan variasi. Jika mereka mengandalkan takaran otomatis dan manajemen batch yang ketat, Anda akan mendapatkan lantai yang monolitik dan profesional. Artikel ini menguraikan dengan tepat bagaimana kami mencapai keseragaman tersebut sehingga Anda dapat memeriksa pemasok Anda dengan percaya diri.

Fase 1: Kontrol Input ("Bahan-bahan Chef")
Konsistensi dimulai dari sumber bahan baku. Kami menerapkan "kebijakan sumber tunggal" untuk butiran ban guna mempertahankan dasar hitam yang seragam dan menyaring ukuran jala secara ketat untuk memastikan tekstur dan kepadatan permukaan yang sama di setiap gulungan.
Banyak pembeli beranggapan bahwa "karet hitam" hanyalah karet hitam. Namun, dalam dunia daur ulang SBR (Styrene-Butadiene Rubber), hal ini tidak benar. SBR berasal dari ban daur ulang, dan merek ban yang berbeda menggunakan kadar Carbon Black yang berbeda. Jika sebuah pabrik membeli butiran dari lima pabrik daur ulang yang berbeda untuk menghemat biaya, satu batch mungkin berwarna "hitam pekat" sementara yang lainnya berwarna "abu-abu arang." Apabila Anda meletakkannya secara berdampingan, perbedaannya akan tampak mencolok. Untuk mengatasinya, saya menerapkan kebijakan satu sumber. Kami membeli dari satu granulator tepercaya untuk memastikan warna dasar tetap stabil.
Selain itu, ukuran butiran juga penting. Kami menempatkan karet kami melalui filter mesh. Jika kita membuat gulungan permukaan yang halus, kita membutuhkan butiran yang halus. Jika ukuran mata jaring tidak konsisten-mencampur debu dengan bongkahan besar-kepadatan lantai berubah, dan tekstur permukaan akan terlihat kasar di beberapa tempat dan halus di tempat lain. Terakhir, kami menggunakan pengikat PU bening berkualitas tinggi yang menstabilkan warna-sebuah proses yang terkait erat dengan bagaimana pabrik mengendalikan bau dalam produksi lantai karet-dengan mencegah reaksi kimia yang menyebabkan efek "ambering" (menguning) yang umum terjadi pada lem murah.
Tahap 2: Proses Pencampuran (Penimbangan Presisi)
Untuk mencegah bintik-bintik yang hancur dan kering, produsen harus beralih dari "eyeballing" manual ke sistem penimbangan yang dikendalikan komputer. Hal ini menjamin rasio karet-ke-pengikat yang tepat (misalnya, 80/20) dan menstandarkan durasi pencampuran untuk pelapisan granul total.
Di bengkel-bengkel kecil atau primitif, para pekerja sering mencampur karet dan lem dengan tangan atau menggunakan ember untuk mengukur volume. Hal ini berbahaya bagi kualitas. Jika seorang pekerja lelah pada hari Jumat sore, mereka mungkin menambahkan terlalu sedikit bahan pengikat. Hasilnya adalah lantai yang awalnya terlihat bagus tetapi mulai hancur dan terkelupas (delaminasi) di bawah lalu lintas pejalan kaki yang padat karena butirannya tidak terikat dengan benar.
Saya mengandalkan sistem takaran otomatis. Kami memprogram komputer dengan resep tertentu-misalnya, butiran karet 80% untuk pengikat 20% (tergantung pada spesifikasi produk). Mesin menimbang input ke dalam gram. Di luar rasio tersebut, mesin durasi pencampuran sangat penting. Jika mixer berhenti terlalu cepat, beberapa butiran akan tetap "kering" (tidak terlapisi lem). Titik-titik kering ini menciptakan titik lemah di lantai. Mixer kami bekerja dengan pengatur waktu untuk memastikan setiap butiran terenkapsulasi sepenuhnya dalam pengikat sebelum mencapai cetakan.
Tahap 3: Konsistensi Produksi (Panas & Tekanan)
Pengeringan yang seragam membutuhkan kontrol suhu yang tepat di seluruh silinder atau cetakan untuk mencegah titik-titik lunak. Selain itu, mempertahankan tekanan yang sama dari bagian tengah ke tepi memastikan kepadatan tetap konstan di seluruh alas.
Lantai karet diawetkan melalui proses yang melibatkan panas dan tekanan (vulkanisasi). Tantangan terbesar di sini adalah distribusi panas. Baik saat kita membuat silinder besar (log) karet untuk dikupas menjadi gulungan, atau mengompres ubin individu, suhu harus sama persis di bagian inti dengan suhu di permukaan.
Jika panasnya tidak merata, Anda akan mendapatkan pengeringan diferensial. Hal ini menghasilkan "titik-titik lunak" di lantai yang mudah penyok di bawah dumbel yang berat, sementara area lain menjadi keras. Untuk mengendalikan hal ini, kami menggunakan elemen pemanas uap atau listrik yang dikalibrasi setiap hari. Demikian pula, jika pengepres hidrolik memberikan lebih banyak tekanan pada bagian tengah cetakan daripada bagian tepinya, ubin akan aus secara tidak merata. Kami menggunakan mesin cetak bertonase tinggi dengan pelat yang dapat meratakan sendiri untuk memastikan bahwa setiap inci persegi material menerima gaya tekan yang sama.
Tahap 4: Presisi Dimensi (Potongan)
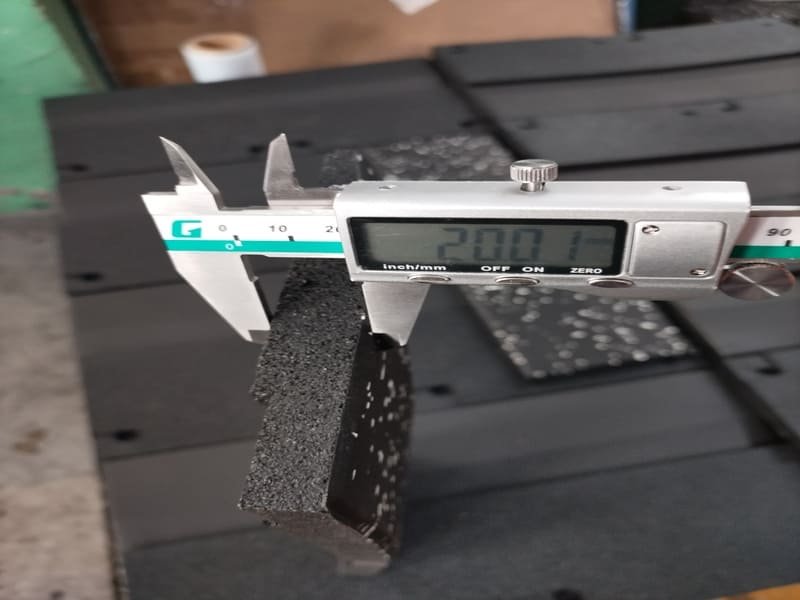
Ketebalan yang tepat dicapai melalui teknologi skiving canggih yang "mengupas" silinder karet seperti veneer dengan bilah yang dikontrol tegangan, mempertahankan toleransi ± 0,2 mm. Untuk ubin, water-jet atau die-cutting memastikan sudut 90 derajat yang sempurna untuk penguncian yang mulus.
Untuk lantai karet yang digulung, kami membuat silinder besar dari karet dan kemudian "mengupasnya", sebuah proses yang disebut skiving. Pisau harus sangat tajam dan dipegang di bawah tekanan yang konstan dan terkomputerisasi. Jika pisau bergetar atau tumpul, Anda akan mendapatkan variasi ketebalan-gelombang pada karet. Bahkan perbedaan 1mm pun dapat menimbulkan bahaya tersandung saat dua gulungan bertemu. Kami mempertahankan toleransi yang ketat, biasanya sekitar ± 0,2 mm tergantung pada ketebalannya.
Untuk ubin yang saling mengunci, tantangannya adalah geometri. Kami menggunakan pemotongan jet air atau pemotongan presisi. Sudut-sudutnya harus tepat 90 derajat. Jika sudutnya 89 atau 91 derajat, Anda akan melihat celah saat Anda memasang lantai di ruangan yang besar. Kami secara konstan mengukur "kuadrat" dari potongan untuk memastikan jahitannya hilang secara visual setelah dipasang.

Tahap 5: Sistem "Batching" (Penting bagi Pemasang)
Pabrik mengelola konsistensi dengan mengelompokkan proses produksi ke dalam batch tertentu, melabeli setiap gulungan dengan ID dan Kode Tanggal yang unik. Pemasang harus memprioritaskan peletakan bahan dari urutan batch yang sama untuk menghilangkan jahitan yang terlihat - detail penting yang sering kali ada di antara apa yang sering terlewatkan oleh pembeli saat memesan lantai gym dalam jumlah besar sampai pemasangan dimulai.
Terlepas dari upaya terbaik kami dalam bidang teknik, sedikit variasi dapat terjadi dalam jangka waktu yang lama karena faktor lingkungan. Untuk mengatasi hal ini, kami menggunakan "Sistem Batching." Setiap gulungan atau palet yang kami kirimkan ditandai dengan ID Batch dan Kode Tanggal. Kami melacak input mana yang masuk ke dalam batch mana.
Saat memenuhi pesanan dalam jumlah besar-katakanlah untuk gym komersial seluas 20.000 kaki persegi-kami memastikan bahwa seluruh pesanan diambil dari proses produksi yang berurutan. Kami tidak pernah mencampur batch dari bulan Januari dengan batch dari bulan Maret untuk ruangan yang sama. Untuk Anda (atau pemasang Anda), hal ini dapat ditindaklanjuti: selalu pasang gulungan dalam urutan yang berurutan (mis., Roll 001, 002, 003). Jangan memasang Roll 001 di sebelah Roll 050. Strategi ini adalah perlindungan terakhir terhadap bayangan visual.
Apa yang Terjadi Jika Pabrik Melewatkan Kontrol Ini?
Penting untuk memahami konsekuensi dari memilih pemasok yang tidak memiliki kontrol teknik ini. Masalah-masalah di bawah ini bukanlah kesalahan pemasangan; masalah-masalah tersebut merupakan kegagalan produksi yang tidak dapat diperbaiki setelah lantai direkatkan.
| Masalah | Karena | Hasilnya |
|---|---|---|
| Pita Warna yang Terlihat | Sumber bahan baku yang tidak konsisten (tingkat karbon SBR). | Lantai terlihat "bergaris-garis" atau seperti papan catur. |
| Bibir Tebal | Ketegangan pisau skiving yang buruk atau pisau yang tumpul. | Bahaya tersandung di bagian jahitan; keausan yang lebih cepat di bagian tepi. |
| Tepi Runtuh | Dosis manual (rasio pengikat rendah) atau waktu pencampuran yang singkat. | Lantai akan hancur dalam waktu 6-12 bulan. |
| Jahitan Celah | Pemotongan tanpa pemeriksaan presisi 90°. | Kotoran terkumpul di celah-celah; ubin bergeser saat digunakan. |
Daftar Periksa Pembeli: Cara Memverifikasi Klaim Konsistensi Pabrik
Sebagai pembeli, Anda tidak boleh percaya begitu saja pada kata-kata pabrik. Anda perlu memverifikasi proses mereka sebelum mentransfer deposit. Berikut ini adalah daftar pertanyaan yang bisa Anda tanyakan kepada calon pemasok untuk menentukan apakah mereka menjalankan proses rekayasa yang terkendali atau operasi yang longgar.
- "Apakah Anda mengunci pemasok bahan baku untuk proyek yang sama?" (Tanyakan apakah mereka dapat menjamin butiran dari satu sumber untuk pesanan massal Anda).
- "Dapatkah Anda membagikan lembar spesifikasi rasio pengikat Anda?" (Pastikan mereka memiliki resep standar, misalnya pengikat 18-20% untuk daya tahan).
- "Berapa toleransi ketebalan Anda?" (Pabrik profesional akan menawarkan ± 0,2 mm hingga ± 0,3 mm).
- "Bagaimana Anda memberi label dan mengelola nomor batch?" (Mintalah untuk melihat gambar label gulungan mereka).
- "Dapatkah Anda memberikan foto 'Dry Lay' dari pesanan massal baru-baru ini?" (Mintalah mereka untuk merakit palet secara acak di pabrik untuk membuktikan konsistensi warna).
- "Apa yang terjadi jika batch yang berbeda menunjukkan bayangan?" (Pemasok yang baik akan memiliki kebijakan penggantian untuk cacat produksi).

Kesimpulan
Konsistensi pada lantai karet itu mahal karena membutuhkan mesin yang lebih baik, kebijakan penolakan bahan baku yang ketat, dan pengujian yang memakan waktu. Namun, ini adalah satu-satunya cara untuk memastikan fasilitas Anda terlihat profesional dan aman.
Jika Anda saat ini sedang mengevaluasi pemasok, jangan hanya membandingkan harga. Minta laporan QC terbaru atau meminta video "Dry Lay" dari pesanan spesifik Anda sebelum dikirim. Jika Anda memerlukan bantuan untuk menafsirkan spesifikasi teknis atau ingin melihat data toleransi kami, silakan hubungi kami untuk mendapatkan perbandingan teknis.
Biodata Penulis
Saya adalah seorang spesialis dalam pembuatan lantai karet dengan lebih dari satu dekade pengalaman mengoptimalkan jalur produksi untuk pesanan massal. Latar belakang saya berfokus pada ekstrusi polimer, kimia pengikat, dan menjembatani kesenjangan antara teknik pabrik dan kebutuhan praktis pemilik gym dan kontraktor. Saya membantu klien menavigasi spesifikasi teknis untuk memastikan mereka mendapatkan solusi lantai yang tahan lama dan konsisten.